













Warum Kettenpalettenförderer ideal für den Schwerlast-Materialtransport sind: Ein Leitfaden zu Haltbarkeit und Leistung
As industrial operations scale up and demand for heavy-duty material handling increases, facilities must rely on conveyor systems that offer robust performance, durability, and long-term reliability. Among various conveyor types, Palettenkettenförderer (also known as heavy-duty chain conveyors) stand out for their ability to handle heavy loads, harsh conditions, and continuous operation.
This guide walks you through why chain pallet conveyors are widely preferred for heavy-duty material handling — how they differ from conventional conveyors, what makes them more durable, and what to consider when selecting one.
What Is a Chain Pallet Conveyor?
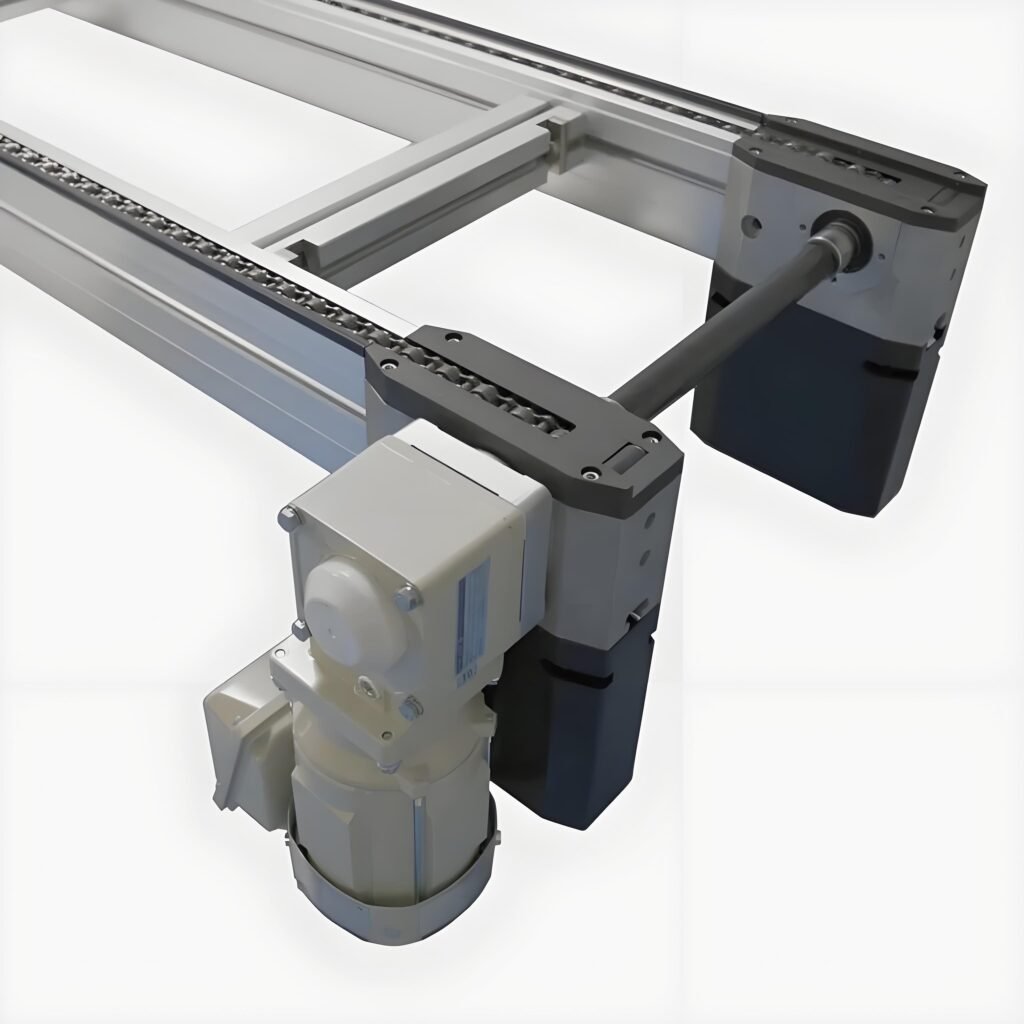
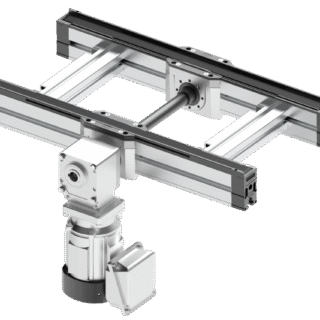
A chain pallet conveyor is a conveyor system that uses heavy-duty metal chains (often steel) and pallets or carriers to transport large, heavy, or bulky loads. Instead of relying on belts or rollers, chain pallet conveyors use rugged chain links and pallet platforms — making them capable of:
- Carrying heavy loads (pallets, drums, crates, machinery parts)
- Operating under high load stress and frequent starts/stops
- Running in industrial environments (warehouses, heavy manufacturing, steelworks)
- Providing stable, controlled transport even under heavy weights
Because of their heavy-duty construction, chain pallet conveyors are often used in applications where load weight, durability, and reliability are critical.
-
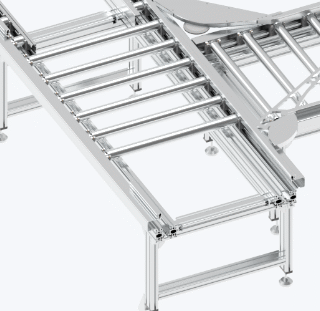 Hochbelastbare stapelbare Rollenbahn
Hochbelastbare stapelbare Rollenbahn -
 Leichter Rollenförderer
Leichter Rollenförderer -
 FC2 Flachriemen-Palettenförderer
FC2 Flachriemen-Palettenförderer -
 Zahnriemenbefestigung Förderer
Zahnriemenbefestigung Förderer -
 PC2 Kunststoffketten-Palettenförderer/Freiflussförderer
PC2 Kunststoffketten-Palettenförderer/Freiflussförderer -
 AC2/H Rollenkettenförderer//Freiflussförderer
AC2/H Rollenkettenförderer//Freiflussförderer -
 AC2 Rollenketten-Palettenförderer/Freiflussförderer
AC2 Rollenketten-Palettenförderer/Freiflussförderer -
 BC2 Zahnriemen Palettenförderer/Freiflussförderer
BC2 Zahnriemen Palettenförderer/Freiflussförderer
Key Advantages of Chain Pallet Conveyors for Heavy-Duty Handling
1. High Load Capacity & Structural Strength
Chain pallet conveyors are built to bear heavy loads — often several hundred kilograms per pallet or more — thanks to:
- Robust metal chains (steel, alloy) with high tensile strength
- Rigid pallets or platforms that distribute weight evenly
- Strong drive systems and reinforced frames
This strength ensures safety and stability even when transporting bulky or uneven loads.
2. Durability under Continuous and Harsh Operation
Heavy-duty operations often involve:
- Continuous 24/7 operation
- Uneven or shock loads (loading/unloading forklifts, cranes)
- Dust, debris, moisture, or other challenging environments
Chain pallet conveyors are designed for high durability: metal chains resist wear and deformation; pallets and carriers withstand repeated impacts; and the entire system tolerates harsh conditions better than belts or light rollers.
3. Precise Movement and Load Stability
Unlike belt conveyors (which may stretch, slip) or roller conveyors (which may shift under heavy load), chain pallet conveyors provide precise, stable, and predictable transport. Heavy loads stay secured; pallets don’t shift; start-stop cycles are stable. This is especially important in manufacturing, heavy component assembly, or warehouse stacking operations.
4. Low Maintenance & Long Service Life
Because of their rugged design:
- Wear parts (chains, sprockets, pallets) are built to last thousands of hours
- Easier to inspect and replace individual components (versus replacing entire belts)
- Less risk of belt tearing, slippage, or roller damage under heavy load
- Lower total downtime and long-term maintenance cost — ideal for industrial facilities
5. Flexibility in Layout & Integration with Industrial Systems
Chain pallet conveyors can be configured to include:
- Straight conveyors, curves, inclines/declines
- Accumulation zones, buffering, turntables, fixed positioning
- Integration with forklifts, cranes, loading/unloading stations, robotic arms
This flexibility makes them suitable for complex heavy-duty workflows in factories, warehouses, and plants.
✅ Conveyor System Comparison: Chain Pallet vs Belt / Roller Conveyors
To illustrate why chain pallet conveyors excel in heavy-duty scenarios, the table below compares different common conveyor types across key performance parameters:
Heavy-Duty Conveyor Comparison Table
| Feature / Performance | Kettenpalettenförderer | Bandförderer | Rollenförderer |
|---|---|---|---|
| Load Capacity per Unit | ⭐ Sehr hoch — designed for heavy pallets, drums, machinery | ⚠️ Moderate — belt strength limits load | ⚠️ Moderate — rollers may deform or misalign under heavy weight |
| Durability under Heavy Load / Shock | ⭐ Ausgezeichnet — metal chains & rigid pallets handle shock & repeated stress | ❌ Poor — belts prone to stretch, tear or slip under heavy shock | ⚠️ Limited — rollers may bend or misalign under heavy uneven loads |
| Suitability for Continuous Heavy Use | ⭐ Hoch — built for 24/7 industrial operation | ⚠️ Moderate — frequent maintenance needed when overloaded | ⚠️ Moderate — risk of roller wear, alignment issues |
| Stability and Load Security | ⭐ Hoch — stable pallets, minimal load shifting | ⚠️ Medium — risk of slippage or belt stretch | ⚠️ Medium — load may shift on rollers |
| Maintenance Over Time | ⭐ Lower Total Cost — replace chains/pallets as needed; long lifespan | ❌ Higher — belts wear, stretch, need replacement | ⚠️ Medium — rollers and bearings require periodic replacement |
| Resistance to Harsh Environments | ⭐ Hoch — metal parts withstand dust, moisture, debris | ❌ Poor — belt materials degrade under harsh conditions | ⚠️ Medium — rollers may rust or jam |
| Flexibility of Layout & Integration | ⭐ Gut — supports curves, inclines, pallets, integration with forklifts/cranes | ⚠️ Limited — straight or gentle incline layouts only | ⚠️ Limited — better for light loads / simple flows |
| Best Use Cases | Heavy manufacturing, steelworks, warehouses, pallet transport, drums | Light-to-medium loads, packaging, general transport | Medium loads, parts transport, light assembly lines |
📌 Interpretation Summary
For heavy-duty material handling, chain pallet conveyors offer unmatched load capacity, durability, and reliability compared with belt or roller conveyors. While belt and roller conveyors may suffice for light or regular loads, they often fail or require frequent maintenance under heavy stress. Chain pallet conveyors, although sometimes requiring higher initial investment, pay off in the long run with lower downtime, stable performance, and long service life.
How to Choose the Right Chain Pallet Conveyor System
When selecting a conveyor for heavy-duty handling, consider:
- Load characteristics — weight, size, shape, whether pallets or crates, whether shock loads are involved.
- Operational frequency and duty cycle — continuous 24/7 operation, start/stop cycles, loading/unloading equipment.
- Umwelt — dust, moisture, chemical exposure, temperature, debris.
- System layout requirements — straight vs curves vs inclines, integration with forklifts, cranes, or robotic stations.
- Maintenance capabilities — availability of spare parts (chains, sprockets, pallets), ease of maintenance, service support.
- Budget & total cost of ownership (TCO) — initial cost vs long-term maintenance, downtime, part replacement, and potential productivity loss.
Opting for a robust, well-designed chain pallet conveyor system usually results in lower lifetime operating cost und higher reliability, especially in heavy-duty industrial settings.
Industries Best Served by Chain Pallet Conveyors
Chain pallet conveyors excel in industries that involve large, heavy, or bulky items — for example:
- Heavy manufacturing & metalworks
- Foundries, steel plants
- Automotive & machinery parts production
- Warehousing and bulk storage
- Drum, barrel, and large container transport
- Construction materials handling
- Heavy-duty logistics & distribution centers
Any application where load weight, shock-resistance, or continuous heavy workloads are required should consider chain pallet conveyors.
Conclusion: Chain Pallet Conveyors — Worth the Investment for Heavy-Duty Handling
When factories, warehouses, or heavy-duty facilities need conveyors that can reliably carry heavy loads, withstand harsh conditions, and operate continuously, Palettenkettenförderer emerge as the optimal solution. Their structural strength, stability, low maintenance, and long service life make them ideal for demanding industrial environments.
If your operation involves heavy loads, frequent transport, or harsh working conditions — investing in a high-quality chain pallet conveyor system is likely to pay off in the long term. Evaluate load requirements, environment, maintenance needs, and layout flexibility carefully — and choose a system that delivers both performance and durability.
