Bandes transporteuses sont l'épine dorsale de la logistique d'entreposage moderne, offrant des services d'entreposage sans faille et efficaces. solutions de manutention. Qu'il s'agisse de déplacer des palettes lourdes, de trier de petits paquets ou d'optimiser l'exécution des commandes, le choix du bon type de système de bande transporteuse est essentiel pour l'efficacité et la productivité de l'entrepôt. Dans cet article, nous allons explorer les principaux types de bandes transporteuses utilisées dans l'entreposage, leurs applications, leurs avantages et la manière dont les principaux fabricants, tels que les fabricants d'équipements de manutention, ont choisi de les utiliser. Vitrans transforment la logistique industrielle grâce à des solutions de convoyage innovantes.

Table des matières
Introduction aux bandes transporteuses dans l'entreposage
Importance de choisir le bon système de convoyage
Les 10 principaux types de bandes transporteuses utilisées dans les entrepôts
3.1 Convoyeur de palettes à bande
3.2 Convoyeur à chaîne accumulée
3.3 Convoyeur de fixation
3.4 Convoyeur à rouleaux
3.5 Baffle Convoyeur personnalisé
3.6 Convoyeur à moteur intégré
3.7 Convoyeur à bande unique
3.8 Convoyeur à double bande
3.9 Convoyeur à rétroéclairage visuel
3.10 Convoyeur à bande modulaire
Pourquoi choisir Vitrans Conveyor Solutions ?
Introduction aux bandes transporteuses dans l'entreposage
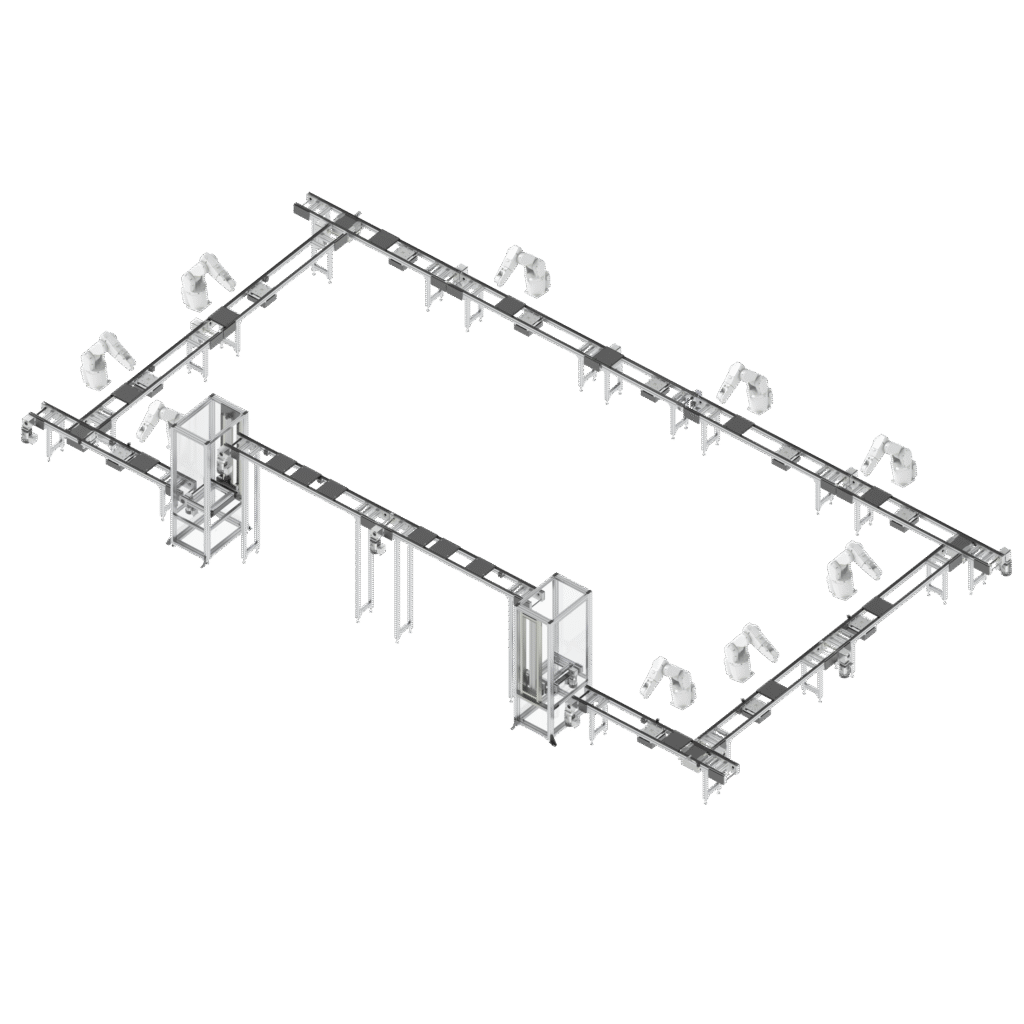
Systèmes de bandes transporteuses font partie intégrante du fonctionnement des entrepôts modernes. Ils automatisent le mouvement des marchandises, réduisent le travail humain et améliorent la vitesse opérationnelle. L'entreposage devenant de plus en plus complexe en raison du commerce électronique et des exigences de la distribution mondiale, les entreprises se tournent de plus en plus vers les technologies de convoyage avancées pour rester compétitives.
Importance de choisir le bon système de convoyage
Le choix du bon système de bande transporteuse est crucial car il a un impact direct :
- Efficacité opérationnelle : Un système adéquat garantit une manutention rapide et sans heurts des marchandises.
- Réduction des coûts : La minimisation du travail manuel et des erreurs réduit les coûts à long terme.
- La sécurité : Les systèmes automatisés réduisent les accidents du travail.
- Optimisation de l'espace : Des systèmes appropriés permettent de mieux utiliser l'agencement des entrepôts.
Les 10 principaux types de bandes transporteuses utilisées dans les entrepôts
1. Convoyeur de palettes à bande

Les convoyeurs de palettes à bande sont idéaux pour déplacer de lourdes charges palettisées. La bande passe sur une série de rouleaux et est actionnée par un moteur.
- Cas d'utilisation : Transport de palettes lourdes dans les entrepôts et les chaînes de montage.
- Avantages : Mouvement stable de la charge, fonctionnement silencieux, facile à entretenir.
2. Convoyeur à chaîne accumulée

Ce type de convoyeur permet aux produits de s'accumuler sans exercer de pression les uns sur les autres.
- Cas d'utilisation : Zones tampons dans les systèmes automatisés ou les lignes d'emballage.
- Avantages : Réduit les dommages causés aux produits et améliore l'équilibre du flux de travail.
3. Convoyeur de fixation
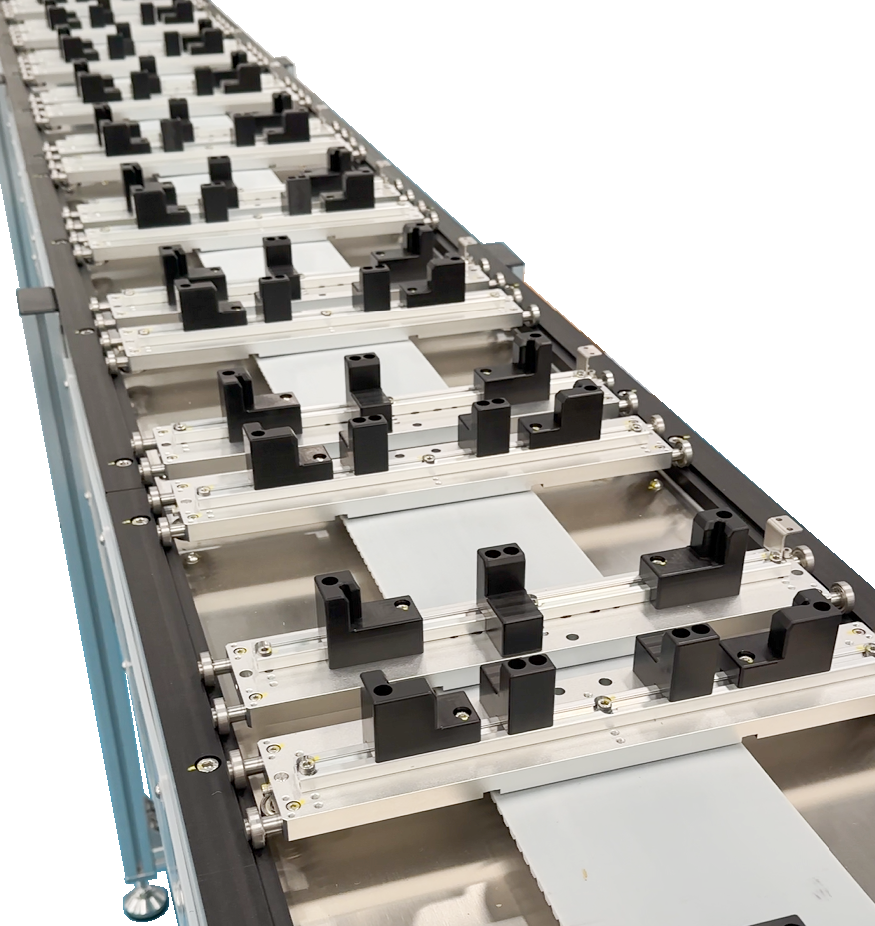
Les convoyeurs à accessoires sont équipés d'accessoires permettant de transporter des objets uniques ou irréguliers.
- Cas d'utilisation : Assemblage et traitement de produits nécessitant une personnalisation.
- Avantages : Hautement personnalisable, compatible avec différents processus.
4. Convoyeur à rouleaux

Les convoyeurs à rouleaux utilisent une série de rouleaux qui peuvent être motorisés ou basés sur la gravité.
- Cas d'utilisation : Centres de distribution, tâches d'emballage et de tri.
- Avantages : Économique, évolutif, facile à installer.
5. Baffle Convoyeur personnalisé
Les convoyeurs personnalisés à chicanes comprennent des chicanes verticales ou inclinées pour empêcher les articles de glisser.
- Cas d'utilisation : Transport incliné ou marchandises de forme irrégulière.
- Avantages : Maintient le positionnement du produit, empêche le glissement.
6. Convoyeur à moteur intégré
Ces convoyeurs intègrent des moteurs à l'intérieur des rouleaux ou des cadres.
- Cas d'utilisation : Applications en salle blanche ou dans des espaces restreints.
- Avantages : Conception compacte, entretien facile, pas de pièces externes du moteur.
7. Convoyeur à bande unique
Un système de convoyage simple mais efficace pour un mouvement continu des articles.
- Cas d'utilisation : Besoins en matière de transport dans les entrepôts.
- Avantages : Fiable, peu coûteux, facilement intégrable à d'autres systèmes.
8. Convoyeur à double bande
Un système à double courroie offrant plus de stabilité et de flexibilité.
- Cas d'utilisation : Transport d'objets devant être maintenus en toute sécurité ou manipulés par les côtés.
- Avantages : Polyvalent, idéal pour les charges lourdes ou larges.
9. Rétro-éclairage visuel Convoyeur
Ce type d'appareil incorpore un rétroéclairage pour l'inspection visuelle ou les systèmes à base de caméras.
- Cas d'utilisation : Contrôle de la qualité, détection des défauts et systèmes de vision automatisés.
- Avantages : Améliore la précision des inspections et favorise l'automatisation.
10. Convoyeur à bande modulaire
Fabriqués à partir de modules en plastique ou en caoutchouc, ils sont faciles à réparer et très durables.
- Cas d'utilisation : Transformation alimentaire, conditionnement et environnements d'entrepôts variables.
- Avantages : Facile à entretenir, adaptable, durable.
Pourquoi choisir Vitrans Conveyor Solutions ?
Vitrans est un nom de confiance dans le domaine des systèmes de convoyage depuis plus d'une décennie, offrant des solutions de haute qualité et rentables pour l'entreposage industriel et la fabrication.
- Plus de 10 ans d'expérience : Expertise avérée en matière de convoyeurs de palettes et de systèmes de transfert.
- Une confiance globale : Largement utilisé dans les lignes de production industrielle dans le monde entier.
- Haute qualité et performance : Garantit un fonctionnement constant et durable.
- Prix compétitifs : Grâce à une riche chaîne d'approvisionnement en Chine.
- Délais courts : Une livraison rapide permet à vos opérations de se dérouler sans heurts.
Core Conveyor Produits proposés par Vitrans :
- Convoyeur de palettes à bande
- Convoyeur à chaîne accumulée
- Convoyeur de fixation
- Convoyeur à rouleaux
- Baffle Convoyeur personnalisé
- Convoyeur à moteur intégré
- Convoyeur à bande unique
- Convoyeur à double bande
- Convoyeur à rétroéclairage visuel
Tableau récapitulatif
| Type de convoyeur | Meilleur cas d'utilisation | Principal avantage |
|---|---|---|
| Convoyeur de palettes à bande | Déplacement de palettes lourdes | Transport stable et sans heurts |
| Convoyeur à chaîne accumulée | Opérations de mise en mémoire tampon | Accumulation sans contact |
| Convoyeur de fixation | Traitement personnalisé | Grande capacité d'adaptation |
| Convoyeur à rouleaux | Lignes d'emballage | Simple et rentable |
| Baffle Convoyeur personnalisé | Transport incliné | Empêche le glissement |
| Convoyeur à moteur intégré | Applications compactes | Conception intégrée |
| Convoyeur à bande unique | Transport général | Fiable et abordable |
| Convoyeur à double bande | Maintien latéral sécurisé | Double soutien |
| Convoyeur à rétroéclairage visuel | Contrôle de la qualité | Clarté visuelle accrue |
| Convoyeur à bande modulaire | Alimentation/charges variables | Pièces durables et remplaçables |
Conclusion
Choisir le bon système de convoyeurs à bande pour votre entrepôt ne consiste pas seulement à déplacer des produits, mais aussi à mettre en place une opération plus intelligente et plus efficace. Des convoyeurs de palettes à bande aux convoyeurs à rétroéclairage visuel, chaque type a son rôle à jouer dans la rationalisation du flux de travail, l'amélioration de la sécurité et la réduction des coûts d'exploitation.
Avec des leaders de l'industrie comme Vitrans, vous pouvez accéder à des solutions fiables et personnalisées, adaptées à vos besoins logistiques, garantissant que votre entrepôt reste compétitif et prêt pour l'avenir. Que vous souhaitiez moderniser un ancien système ou planifier une nouvelle installation, Vitrans offre l'innovation, l'accessibilité et la qualité que vos opérations méritent.