Conveyor systems play a critical role in the automation of industrial processes across the globe. From material handling in warehouses to automated production lines, the use of conveyors ensures efficiency and reduces operational costs. In this article, we will explore the 10 best fabricantes de transportadores in the world in 2024. These manufacturers have established a reputation for quality, innovation, and delivering top-tier products across a variety of industries.

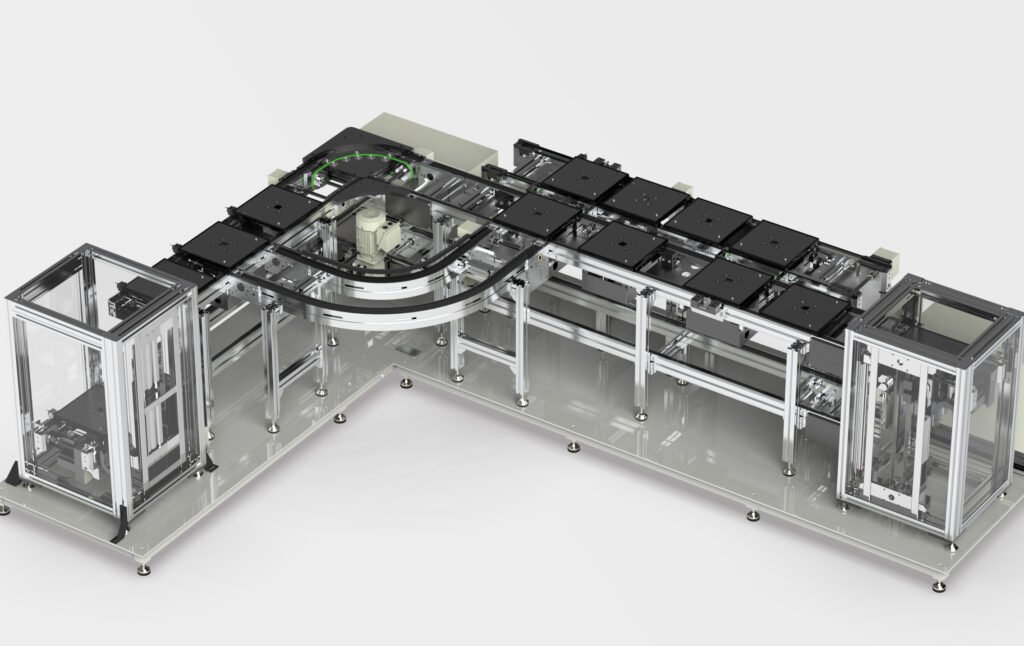
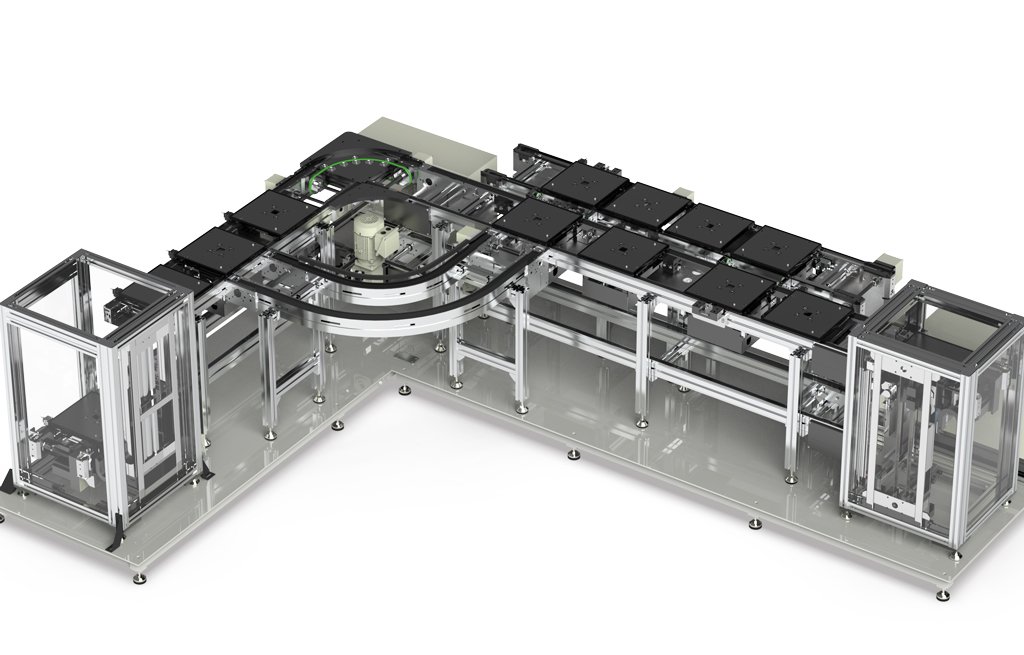
1. Vitrans: Leading in Pallet Conveyors and Transfer Systems
-
 Série de acionamento do veio
Série de acionamento do veio -
Série de transmissão por corrente
-
Série de transmissão por correia
-
Transportador de rolos empilháveis para serviço pesado
-
Transportador de rolos para trabalhos ligeiros
-
Transportador de paletes de correia plana FC2
-
Fixação da correia dentada Transportador
-
Transportador de paletes de corrente plástica PC2/Transportador de fluxo livre
-
AC2/H Transportador de corrente de rolos// Transportador de fluxo livre








Vitrans is widely recognized as a top manufacturer of pallet conveyors and pallet transfer systems. With over 10 years of experience in the conveyor manufacturing industry, Vitrans offers solutions that are verified by their extensive use in industrial automated production and assembly lines. Their supply chain in China ensures preços competitivos e prazos de entrega curtos, making them a go-to choice for businesses around the globe.
Produtos Vitrans:
- Transportador de paletes
- Transportador de paletes de correia
- Transportador de corrente acumulada
- Transportador de acessórios
- flexible chain conveyors
- Sistema de transporte com calha de guia
- Transportador de rolos
- Transportador de transferência de produtos
- Unidade de acionamento e retorno
- Secção de transporte
- Secção da curva
- Suporte do transportador
Key Highlights:
- 10+ years of experience
- Proven reliability in industrial automation
- Soluções económicas
2. Daifuku: A Global Conveyor Systems Leader
Daifuku has a global presence in conveyor systems and is known for its state-of-the-art technology in material handling and automation. The company provides a wide range of products, from correias transportadoras for warehouses to fully automated production systems for various industries like automotive, electronics, and pharmaceuticals.
Porquê escolher a Daifuku:
- Comprehensive solutions for various industries
- Focus on automation e efficiency
- Trusted by leading global brands
3. Interroll: Excellence in Modular Conveyor Systems
Interroll is an international leader in modular conveyor platforms and components. They have earned a reputation for developing conveyor systems that emphasize energy efficiency, making them a top choice for distribution centers, airport baggage handling, and other industries that require high-performance conveyor systems.
As principais ofertas da Interroll:
- Transportadores de rolos
- Plataformas transportadoras modulares
- Transportadores de paletes
- Classificadores de alta velocidade
Why Choose Interroll:
- Projectos com eficiência energética
- Modular and scalable systems
- Excellent after-sales support
4. FlexLink: Advanced Automation Solutions
FlexLink is known for creating flexible, modular conveyor systems that can be customized to meet the specific needs of diverse industries. With a focus on automation e lean production solutions, FlexLink conveyor systems are widely used in electronics, pharmaceuticals, automotive, and food packaging industries.
FlexLink’s Product Range:
- Modular Conveyor Solutions
- Transportadores de corrente
- Transportadores de correia
- Automated Pallet Handling Systems
FlexLink Benefits:
- High degree of customization
- Perfect for lean manufacturing environments
- Global customer support network
5. Siemens: The Power of Industrial Automation
Siemens has been a powerhouse in industrial automation, and its expertise extends to conveyor systems. Siemens’ conveyor solutions are engineered to enhance productivity in industries like mining, automotive, and heavy manufacturing. Their smart systems integrate seamlessly with automated control systems, creating a highly efficient workflow.
Siemens Conveyor Highlights:
- Heavy-duty systems designed for robust industrial applications
- Seamless integration with industrial automation
- Advanced technology for better efficiency and energy savings
6. SSI SCHÄFER: Innovating for the Logistics Industry
SSI SCHÄFER specializes in conveyor systems designed for warehousing e logistics operations. Their systems include automated storage e retrieval systems (ASRS) combined with conveyors for efficient material handling. They are trusted by large distribution centers and logistics companies worldwide.
Principais produtos:
- Conveyor Systems
- Shuttle Systems
- Veículos guiados automaticamente (AGVs)
- Sistemas automatizados de armazenamento e recuperação (ASRS)
Porquê escolher a SSI SCHÄFER:
- Solutions tailored for logistics and warehousing
- Focus on automation and increased efficiency
- Leading innovator in material handling technology
7. Hytrol: Over 70 Years of Conveyor Innovation
Hytrol is a pioneer in the conveyor manufacturing industry, known for its standardized e sistemas de transporte personalizados. Hytrol’s conveyors are widely used in e-commerce, retaile warehousing industries. Their products range from simple gravity conveyors to fully automated solutions designed to increase productivity and streamline operations.
Hytrol’s Product Line:
- Transportadores por gravidade
- Transportadores de correia
- Transportadores de corrente
- Sistemas de transporte automatizados
Why Hytrol Stands Out:
- Extensive experience in the conveyor industry
- Robust customer service and support
- Ability to customize systems for any business
8. Honeywell Intelligrated: Smart Conveyor Systems
Honeywell Intelligrated offers a broad range of smart material handling solutions, including automated conveyor systems for warehousing e distribution centers. Honeywell’s conveyor solutions integrate with AI e machine learning technologies, allowing real-time monitoring and adjustment of conveyor speeds for maximum efficiency.
Honeywell’s Features:
- AI integration for real-time system management
- Scalable systems ideal for large-scale operations
- High-performance logistics solutions
9. Fives Group: Custom Conveyor Engineering
Grupo Fives delivers innovative conveyor solutions customized for industries like aerospace, automóvel, eletrónicae logistics. Their systems are designed for high flexibility, allowing businesses to optimize their production or distribution processes. The company focuses on creating custom conveyor solutions to meet unique operational challenges.
Especialização do Grupo Fives:
- Bespoke conveyor solutions for complex production lines
- Focus on innovation, sustainability, and efficiency
- Provides both standard e custom systems
10. Bastian Solutions: Focus on Robotics and Automation
Soluções Bastian is a leader in delivering cutting-edge conveyor systems integrated with robotics e automation. Their solutions are scalable, making them ideal for e-commerce, manufacturinge retail environments. With a focus on improving throughput and reducing labor costs, Bastian provides highly automated conveyor systems to meet the needs of modern businesses.
Bastian Solutions’ Key Offerings:
- Robotic Conveyor Systems
- Veículos guiados automaticamente (AGVs)
- Pick and Place Systems
- Sistemas de controlo de armazém
Why Bastian Solutions:
- Pioneers in automation and robotics
- Scalable solutions for all business sizes
- Trusted by leading e-commerce giants
Why Are Conveyor Systems Essential?
Conveyor systems are an essential component of modern industrial operations. They help automate material handling, streamline production, and improve operational efficiency. Without them, industries would face slower production times, higher labor costs, and increased risk of workplace accidents. In industries such as warehousing, logistics, and manufacturing, conveyors are critical in moving goods e optimizing workflows.
Benefits of Conveyor Systems:
- Aumento da produtividade: Automates manual processes and speeds up production.
- Redução dos custos de mão de obra: Minimizes the need for manual labor.
- Enhanced safety: Conveyor systems reduce the risk of workplace injuries caused by manual handling.
- Flexibilidade: Many systems, like those from Vitrans e Interroll, offer modular designs that can be customized to fit any space or operation.
Features to Consider When Choosing a Conveyor System
When selecting a conveyor system, it’s essential to evaluate the specific needs of your business. Factors like load capacity, speed, space availabilitye automation needs will determine which system is best suited for your operations. Here are a few critical features to keep in mind:
Durabilidade:
A conveyor system must be built to withstand constant use and heavy loads. Manufacturers like Hytrol e Siemens provide conveyor systems that are engineered for durability in even the most demanding environments.
Escalabilidade:
As your business grows, your conveyor system should grow with you. Companies like FlexLink e Soluções Bastian offer modular conveyor systems that can be scaled to meet your expanding operational needs.
Integration with Automation:
Automation is becoming a key feature of modern conveyor systems. Manufacturers like Honeywell Intelligrated e Soluções Bastian provide conveyors integrated with AI, roboticse machine learning to help streamline processes and improve efficiency.
Perguntas frequentes (FAQs)
What is the typical lifespan of a conveyor system?
The lifespan of a conveyor system depends on several factors such as usage, load capacity, and maintenance. On average, a high-quality conveyor system from manufacturers like Vitrans ou Interroll can last between 10 to 20 years with proper maintenance.
Os sistemas de transporte podem ser personalizados?
Yes, many manufacturers, such as Grupo Fives e SSI SCHÄFER, oferta fully customizable conveyor systems that are designed to meet the specific needs of different industries. You can customize factors like size, speed, load capacity, and even automation integration.
Como é que escolho o sistema de transporte certo para a minha empresa?
Choosing the right conveyor system depends on several factors:
- Industry requirements: What types of products are you moving?
- Space availability: How much room do you have for installation?
- Capacidade de carga: What is the weight and size of the items being transported?
- Necessidades de automatização: Do you need a basic conveyor or one integrated with robotics and AI?
Top Conveyor Manufacturers of 2025
| Fabricante | Principais produtos | Industry Focus | Caraterísticas notáveis |
|---|---|---|---|
| Vitrans | Pallet Conveyors, Belt Pallet Conveyor,Guide rail Conveyor System,Belt Conveyor | Lithium batteries, automotive parts, digital products, pharmaceutical manufacturing, shoes, plastics, | Cost-effective and reliable |
| Daifuku | Material Handling Solutions | Automotive, pharmaceuticals | Cutting-edge automation |
| Interroll | Sistemas modulares de transporte | Logistics, airport baggage handling | Energy-efficient and scalable |
| FlexLink | Flexible Modular Systems | Electronics, automotive, food packaging | Lean production solutions |
| Siemens | Heavy-Duty Conveyor Systems | Manufacturing, mining | Advanced industrial automation |
| SSI SCHÄFER | Sistemas de transporte automatizados | Logistics, warehousing | Focus on high-volume operations |
| Hytrol | Gravity, Belt, and Chain Conveyors | E-commerce, retail, manufacturing | Extensive industry experience |
| Honeywell Intelligrated | Sistemas de transporte inteligentes, integração de robótica | Fabrico, logística | AI and machine learning integration |
| Grupo Fives | Custom Conveyor Solutions | Aerospace, automotive | Tailor-made conveyor solutions |
| Soluções Bastian | Robotic Conveyor Systems | E-commerce, retail | Scalable and fully automated |
Selecting the right conveyor system can transform your business operations, driving efficiency, reducing costs, and ensuring your company stays competitive in today’s fast-paced industrial landscape.