Executive Summary
The global electric vehicle (EV) boom has created unprecedented demand for lithium-ion battery production. As battery manufacturers race to scale capacity, transporteur system efficiency has emerged as a critical differentiator.
Based on Vitrans’ experience equipping 50+ battery production lines across China, Europe, and North America, we’ve identified 5 transporteur solutions that consistently deliver 30-40% efficiency gains.
Key Results Achieved:
- ✅ 40% increase in line throughput
- ✅ 60% reduction in particle contamination
- ✅ 50% decrease in manual handling injuries
- ✅ ROI payback in 12-18 months
Table des matières
- Power Battery Production Process Overview
- Unique Conveyor Challenges in Battery Manufacturing
- Solution 1: Clean Room Module Conveyors
- Solution 2: Automatic Pallet Circulation
- Solution 3: Precision Positioning for Stack Assembly
- Solution 4: Formation & Aging Line Conveyors
- Solution 5: EOL Testing & Packaging Integration
- Case Study: 40% Efficiency Gain
- Cost-Benefit Analysis
- Get Expert Consultation
-
 LP/P Lève-palettes pneumatique
LP/P Lève-palettes pneumatique -
 Convoyeur Palette
Convoyeur Palette -
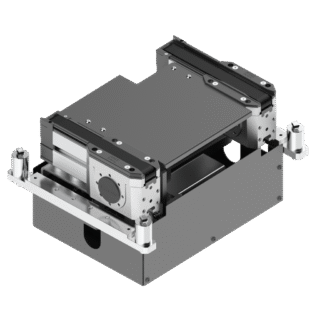
 ET2B-R Unité transversale et rotative pour palettes
ET2B-R Unité transversale et rotative pour palettes -
 LP/L Lève-palettes à cycle court
LP/L Lève-palettes à cycle court -
 LP/B Servo Pallet Lifter
LP/B Servo Pallet Lifter -
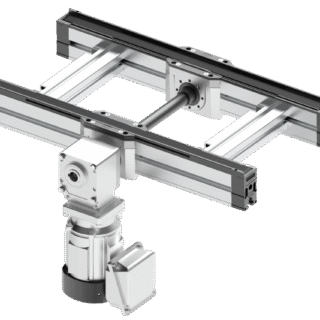
 Unité transversale pour palettes ET2/B
Unité transversale pour palettes ET2/B -
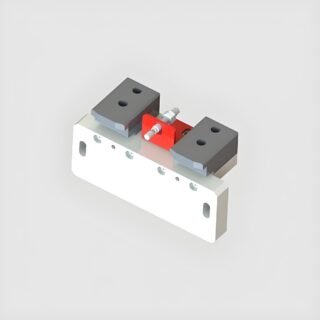 Amortisseur mécanique de palettes
Amortisseur mécanique de palettes -
 Convoyeur à palettes à bande plate FC2
Convoyeur à palettes à bande plate FC2 -
 Convoyeur à palettes à chaîne en plastique PC2/Convoyeur à flux libre
Convoyeur à palettes à chaîne en plastique PC2/Convoyeur à flux libre -
 Convoyeur à palettes à chaîne à rouleaux AC2/convoyeur à flux libre
Convoyeur à palettes à chaîne à rouleaux AC2/convoyeur à flux libre -
 BC2 Convoyeur à palettes à courroie crantée/convoyeur à flux libre
BC2 Convoyeur à palettes à courroie crantée/convoyeur à flux libre
1. Power Battery Production Process Overview
Typical EV Battery Production Flow
Key Stages Requiring Conveyors
| Stage | Process | Conveyor Requirements |
|---|---|---|
| Electrode Prep | Mixing, coating, drying | Dust containment, corrosion resistance |
| Winding/Stacking | Jelly roll stacking | Clean room (ISO 7-8), precision |
| Cell Assembly | Housing, welding | Heat resistance, spark protection |
| Formation/Aging | Charging, testing | High temp (45-60°C), monitoring |
| Emballage | Final assembly | Gentle handling, traceability |
2. Unique Conveyor Challenges in Battery Manufacturing
Challenge 1: Contamination Control
Problem: Metal particles, dust, and fibers can cause internal short circuitsImpact: Reduced battery life, safety hazards, warranty claimsSolution: Clean room rated conveyors with sealed components
Challenge 2: Precision Requirements
Problem: Battery stacks require ±0.1mm positioning accuracyImpact: Misalignment causes poor weld quality, reduced capacitySolution: Servo-driven conveyors with encoder feedback
Challenge 3: Harsh Environments
Problem: Electrolyte exposure, high temperatures during formationImpact: Premature equipment failure, corrosionSolution: Chemical-resistant materials, heat-treated components
Challenge 4: Traceability
Problem: Each cell/pack must be tracked through entire processImpact: Quality issues, recall difficultiesSolution: RFID/barcode integration, MES connectivity
Challenge 5: Safety
Problem: Thermal runaway risks, heavy modules (50-500kg)Impact: Worker injuries, facility damageSolution: Fire suppression, emergency stops, load monitoring
Solution 1: Clean Room Module Conveyors (ISO Class 7-8)
Application: Electrode Winding & Stacking
Why Clean Room Matters:
- Particle counts must stay below 352,000 particles/m³ (ISO 7)
- Human operators are biggest contamination source
- Automated conveying reduces human intervention
Vitrans Clean Room Conveyor Features
| Fonctionnalité | Spécifications | Benefit |
|---|---|---|
| Frame Material | Stainless steel 316L | Corrosion resistant, easy clean |
| Belt/Chain | FDA-approved POM | Low particle generation |
| Motor Rating | IP65 sealed | Dust-tight, washdown safe |
| Surface Finish | Ra < 0.8μm | Smooth, no particle traps |
| Design | Minimal crevices | Easy cleaning, no bacteria growth |
Performance Metrics
- Particle Generation: <10,000 particles/ft³ at 0.5μm
- Clean Room Class: ISO 7-8 certified
- Cleaning Time: 50% faster than standard conveyors
- Maintenance Interval: Extended to 6 months
Real-World Impact
CATL Tier-1 Supplier Case:
- Installed 200m clean room conveyor network
- Particle contamination reduced by 60%
- First-pass yield improved from 94% to 98.5%
- Payback period: 14 months
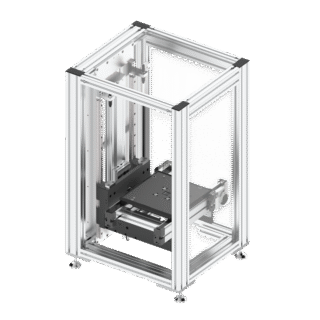
Solution 2: Automatic Pallet Circulation Systems
Application: Module & Pack Assembly
System Design:
┌─────────────────────────────────────────────┐
│ PALLET CIRCULATION LOOP │
│ │
│ [Load] → [Assembly 1] → [Assembly 2] │
│ ↑ ↓ │
│ [Unload] ← [Test] ← [Assembly 3] │
│ │
└─────────────────────────────────────────────┘
Key Components
- RFID-Enabled Pallets: Track individual battery packs
- Stop/Position Modules: ±0.5mm accuracy at each station
- Automatic Return Lane: Empty pallets return underground or overhead
- Buffer Zones: Accumulate 10-20 pallets for flexibility
Avantages
✅ Réduction de la main-d'œuvre: 1 operator can manage 3-4 stations✅ Consistent Cycle Time: Automated pacing eliminates variability✅ Traçabilité: Every pack tracked through full assembly✅ Flexibilité: Quick changeover between product variants
Technical Specifications
| Paramètres | Value |
|---|---|
| Pallet Size | 800×600mm to 1200×1000mm |
| Capacité de charge | Up to 500kg per pallet |
| Précision du positionnement | ±0,5 mm |
| Cycle Time | 30-120 seconds (adjustable) |
| Pallet Speed | 10-30 m/min |
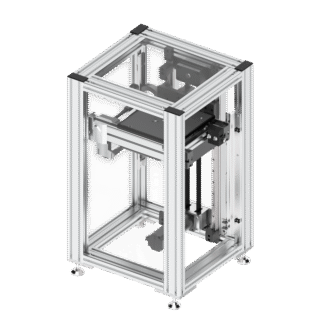
Solution 3: Precision Positioning Conveyors for Stack Assembly
Application: Battery Stack Welding & Assembly
Précision Requirements:
- Stacking tolerance: ±0.1mm
- Weld alignment: ±0.05mm
- Repeatability: 99.9%
Vitrans Precision Conveyor System
Core Technologies:
- Servo Motor Drives
- Precise speed and position control
- Programmable motion profiles
- Synchronization with robotic welders
- Linear Guide Rails
- High-rigidity aluminum extrusion
- Minimal deflection under load
- Long-term accuracy retention
- Encoder Feedback
- Real-time position verification
- Closed-loop correction
- Data logging for quality records
- Custom Fixturing
- Product-specific nest designs
- Vacuum hold-down options
- Quick-change for multiple SKUs
Performance Comparison
| Métrique | Standard Conveyor | Precision Conveyor |
|---|---|---|
| Précision du positionnement | ±2-5mm | ±0,1 mm |
| Repeatability | 95% | 99.9% |
| Weld Defect Rate | 3-5% | <0.5% |
| Cycle Time | 60 sec | 45 sec |
ROI Calculation
Assumptions: 100,000 cells/year, $2/cell average value
| Scenario | Defect Rate | Annual Loss | Improvement |
|---|---|---|---|
| Standard | 4% | $8,000 | Baseline |
| Précision | 0.5% | $1,000 | Save $7,000/year |
System Cost: $35,000Payback: 5 years (just from defect reduction, excludes throughput gains)
Solution 4: Formation & Aging Line Conveyors
Application: Battery Formation & Aging Process
Process Overview:
- Formation: Initial charge/discharge cycles (8-24 hours)
- Aging: Elevated temperature storage (24-72 hours at 45-60°C)
- Objectif: Stabilize chemistry, identify early failures
Environmental Challenges
| Condition | Standard Equipment | Vitrans Solution |
|---|---|---|
| Temperature | 25°C ambient | Rated to 80°C continuous |
| Humidity | 50% RH | Sealed electronics (IP65) |
| Gas Exposure | Aucun | Electrolyte vapor resistant |
| Fire Risk | Faible | Flame-retardant materials |
System Features
✅ Heat-Resistant Components
- Motors rated for 80°C operation
- High-temp wire insulation
- Thermal expansion compensation
✅ Energy Recovery
- Regenerative drives capture braking energy
- Heat exchangers recycle oven warmth
- 20-30% energy savings vs. conventional
✅ Integrated Monitoring
- Temperature sensors at each position
- Voltage/current monitoring per channel
- Automatic fault detection and isolation
✅ Fire Suppression Integration
- Compatible with FM-200 or Novec systems
- Automatic conveyor shutdown on alarm
- Fire-rated construction options
Capacity Planning
| Battery Type | Formation Time | Aging Time | Conveyor Length (for 10k cells/day) |
|---|---|---|---|
| 18650 Cylindrical | 12 hours | 24 hours | 150 meters |
| Prismatic EV | 18 hours | 48 hours | 300 meters |
| Pouch Cell | 10 hours | 24 hours | 120 meters |
Solution 5: EOL Testing & Packaging Integration
Application: Final Testing, Labeling, and Packaging
End-of-Line Process Flow:
[Aging Exit] → [OCV Test] → [Leak Test] → [Labeling] → [Boxing] → [Palletizing]
Integrated Testing Stations
1. Open Circuit Voltage (OCV) Test
- Verify cell voltage after aging
- Sort into grade categories (A, B, C)
- Automatic reject for out-of-spec
2. Leak Detection
- Pressure decay or helium sniff test
- Critical for EV packs (IP67/IP68 rating)
- Traceable results for quality records
3. Dimensional Inspection
- Vision system checks package integrity
- Label placement verification
- Barcode readability confirmation
Automation Options
| Level | Description | Investment | Labor Reduction |
|---|---|---|---|
| Manuel | Operators perform all tasks | $ | 0% |
| Semi-Auto | Conveyor feeds stations, manual work | 30% | |
| Fully Auto | Robots handle packaging | $ | 80% |
Recommended Configuration (Mid-Volume)
Best Value for 5,000-20,000 packs/month:
- Automated conveyor with stop-and-go indexing
- Semi-automatic labeling station
- Manual boxing with ergonomic assists
- Robotic palletizing (ROI <2 years)
Traceability Integration
Data Capture Points:
- Cell barcode scanned at line entry
- Test results linked to serial number
- Final pack QR code generated
- Shipping manifest auto-created
MES/ERPConnectivity:
- OPC-UA or REST API integration
- Real-time production dashboards
- Automatic quality alerts
Case Study: 40% Efficiency Gain at CATL Supplier
Customer Profile
- Entreprise: Top-3 Chinese battery manufacturer (Tier-1 to CATL)
- Localisation: Jiangsu Province, China
- Production: 50,000 EV packs/month
- Challenge: Scaling from 30k to 50k packs/month with same footprint
Problems Identified
❌ Manual pallet transport between stations❌ Inconsistent cycle times causing bottlenecks❌ High contamination in stacking area (3% defect rate)❌ No real-time production visibility❌ Worker fatigue injuries (12 recordables in 2024)
Vitrans Solution Implemented
Phase 1: Automated Pallet Circulation (Month 1-2)
- 180m pallet conveyor loop
- 24 RFID-enabled pallets
- 6 assembly stations with auto-positioning
Phase 2: Clean Room Upgrade (Month 3)
- ISO 7 enclosure around stacking
- Sealed conveyors with low-particle belts
- Air shower at entry points
Phase 3: MES Integration (Month 4)
- Real-time OEE tracking
- Automatic quality data capture
- Predictive maintenance alerts
Results After 6 Months
| Métrique | Before | After | Improvement |
|---|---|---|---|
| Daily Output | 1,000 packs | 1,400 packs | +40% |
| Defect Rate | 3.0% | 0.8% | -73% |
| Direct Labor | 45 operators | 28 operators | -38% |
| Injuries | 12/year | 2/year | -83% |
| OEE | 62% | 78% | +26 pts |
Financial Impact
| Category | Annual Savings |
|---|---|
| Increased Throughput | $2.4M (additional 4,800 packs) |
| Reduced Defects | $180,000 |
| Labor Reduction | $280,000 |
| Workers’ Comp | $60,000 |
| Total Annual Benefit | $2.92M |
Total Investment: $1.8MPayback Period: 7.4 months3-Year ROI: 387%
Customer Quote
“Vitrans didn’t just sell us conveyors—they redesigned our entire production flow. The 40% efficiency gain allowed us to meet CATL’s increased demand without building a new factory.”— Production Director, Jiangsu Battery Co.
Cost-Benefit Analysis
Investment Ranges by Line Type
| Line Type | Capacité | Conveyor Investment | Expected Payback |
|---|---|---|---|
| R&D Pilot Line | 100-500 cells/day | $150k-300k | 18-24 months |
| Medium Production | 5,000-10,000/day | $500k-1.2M | 12-18 months |
| High-Volume Gigafactory | 50,000+/day | $3M-8M | 10-15 months |
Cost Breakdown (Typical Medium Line)
| Component | % of Total | Amount |
|---|---|---|
| Conveyor Hardware | 45% | $540,000 |
| Controls & Software | 20% | $240,000 |
| Installation | 15% | $180,000 |
| Training & Commissioning | 10% | $120,000 |
| Spare Parts (initial) | 10% | $120,000 |
| Total | 100% | $1.2M |
Operating Cost Comparison
| Cost Element | Manual Line | Automated Line | Savings |
|---|---|---|---|
| Direct Labor | $850k/year | $420k/year | $430k |
| Defect/Rework | $320k/year | $80k/year | $240k |
| L'énergie | $180k/year | $150k/year | $30k |
| Maintenance | $60k/year | $90k/year | -$30k |
| Total Annual | $1.41M | $740k | $670k |
Get Expert Consultation from Vitrans
🎁 Free Services for Battery Manufacturers
✅ Process Audit – On-site or remote assessment of current line✅ Layout Optimization – CAD proposals for efficiency improvements✅ ROI Analysis – Detailed financial modeling for your specific case✅ Reference Visits – Tour existing battery installations✅ Sample Testing – Send us your products for conveyor compatibility tests
📞 Contact Our Battery Team
Courriel: qingsong.xu@vitrans.cn WhatsApp: +86 18027652537 Site web: www.vitrans-conveyor.com
🏭 Vitrans Battery Credentials
- 50+ Battery Lines Installed (2019-2026)
- Partnerships: CATL, BYD, CALB, SVOLT suppliers
- Certifications: ISO 9001, CE, UL, SEMI S2
- Soutien mondial: China, Germany, USA service centers
- R&D Investment: 15% of revenue in battery-specific innovation