














Résumé
Le boom mondial des véhicules électriques a créé une demande sans précédent pour la production de batteries lithium-ion. Les fabricants de batteries s'efforcent d'augmenter leur capacité, transporteur efficacité du système est devenu un élément essentiel de différenciation.
L'expérience de Vitrans, qui a équipé plus de 50 lignes de production de batteries en Chine, en Europe et en Amérique du Nord, nous a permis d'identifier les éléments suivants 5 transporteur solutions qui offrent des résultats constants 30-40% gains d'efficacité.
Principaux résultats Atteint:
- ✅ Augmentation 40% débit en ligne
- ✅ Réduction 60% dans la contamination par les particules
- ✅ Diminution de 50% dans les blessures dues à la manutention manuelle
- ✅ ROI remboursement dans 12 à 18 mois
Table des matières
- Aperçu du processus de production des piles de puissance
- Défis uniques en matière de convoyeurs dans la fabrication de batteries
- Solution 1 : convoyeurs pour modules de salle blanche
- Solution 2 : Circulation automatique des palettes
- Solution 3 : Positionnement de précision pour l'assemblage des piles
- Solution 4 : Convoyeurs de ligne de formation et de vieillissement
- Solution 5 : Test de fin de vie et intégration de l'emballage
- Étude de cas : 40% Gain d'efficacité
- Analyse coûts-avantages
- Obtenir une consultation d'expert
-
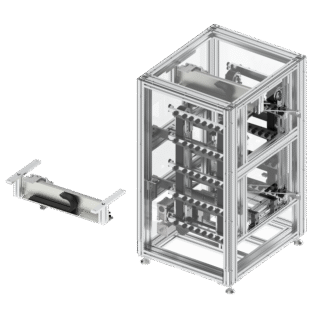
 LP/P Lève-palettes pneumatique
LP/P Lève-palettes pneumatique -
 Convoyeur Palette
Convoyeur Palette -
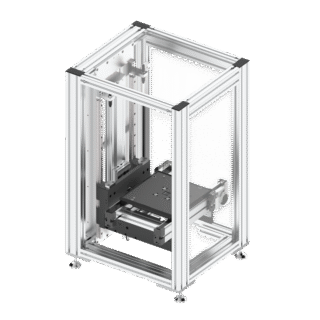
 ET2B-R Unité transversale et rotative pour palettes
ET2B-R Unité transversale et rotative pour palettes -
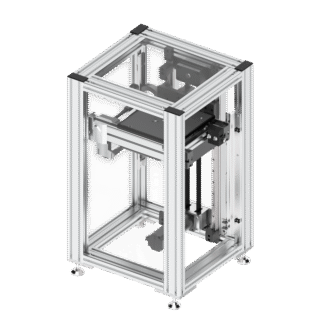
 Palettiseur LP/X à cycle court
Palettiseur LP/X à cycle court -
 LP/B Servo Pallet Lifter
LP/B Servo Pallet Lifter -
 Unité transversale pour palettes ET2/B
Unité transversale pour palettes ET2/B -
 Convoyeur à palettes à bande plate FC2
Convoyeur à palettes à bande plate FC2 -
 Convoyeur à palettes à chaîne en plastique PC2/Convoyeur à flux libre
Convoyeur à palettes à chaîne en plastique PC2/Convoyeur à flux libre -
 Convoyeur à palettes à chaîne à rouleaux AC2/convoyeur à flux libre
Convoyeur à palettes à chaîne à rouleaux AC2/convoyeur à flux libre -
 BC2 Convoyeur à palettes à courroie crantée/convoyeur à flux libre
BC2 Convoyeur à palettes à courroie crantée/convoyeur à flux libre
1. Aperçu du processus de production des piles de puissance
Flux de production typique d'une batterie de VE
Principales étapes nécessitant des convoyeurs
| Stade | Processus | Exigences relatives aux convoyeurs |
|---|---|---|
| Électrode Préparation | Mélange, enrobage, séchage | Confinement de la poussière, résistance à la corrosion |
| Enroulement/empilage | Empilage de petits pains | Salle blanche (ISO 7-8), précision |
| Assemblage de cellules | Boîtier, soudage | Résistance à la chaleur, protection contre les étincelles |
| Formation/Vieillissement | Chargement, test | Température élevée (45-60°C), surveillance |
| Emballage | Assemblage final | Manipulation délicate, traçabilité |
2. Défis uniques en matière de convoyeurs dans la fabrication de batteries
Défi 1 : Contrôle de la contamination
Problème: Les particules métalliques, la poussière et les fibres peuvent provoquer des courts-circuits internes.Impact: Réduction de la durée de vie des piles, risques pour la sécurité, réclamations au titre de la garantieSolution: Convoyeurs pour salles blanches avec composants scellés
Défi 2 : Exigences de précision
Problème: Les piles de batteries nécessitent une précision de positionnement de ±0,1 mm.Impact: Un mauvais alignement entraîne une mauvaise qualité de soudure et une réduction de la capacité.Solution: Convoyeurs servo-motorisés avec retour d'information par encodeur
Défi 3 : Environnements difficiles
Problème: Exposition à l'électrolyte, températures élevées pendant la formationImpact: Défaillance prématurée de l'équipement, corrosionSolution: Matériaux résistants aux produits chimiques, composants traités thermiquement
Défi 4 : Traçabilité
Problème: Chaque cellule/emballage doit être suivi tout au long du processus.Impact: Problèmes de qualité, difficultés de rappelSolution: Intégration RFID/code-barres, connectivité MES
Défi 5 : Sécurité
Problème: Risques d'emballement thermique, modules lourds (50-500kg)Impact: Blessures de travailleurs, dommages aux installationsSolution: Extinction des incendies, arrêts d'urgence, surveillance de la charge
Solution 1 : Convoyeurs de modules pour salles blanches (ISO classe 7-8)
Application : Enroulement et empilage des électrodes
Pourquoi Salle blanche Questions:
- Le nombre de particules doit être inférieur à 352 000 particules/m³ (ISO 7).
- Les opérateurs humains sont la plus grande source de contamination
- Le transport automatisé réduit l'intervention humaine
Caractéristiques du convoyeur pour salle blanche Vitrans
| Fonctionnalité | Spécifications | Bénéfice |
|---|---|---|
| Matériau du cadre | Acier inoxydable 316L | Résistant à la corrosion, facile à nettoyer |
| Courroie/Chaîne | POM approuvé par la FDA | Faible production de particules |
| Puissance du moteur | IP65 étanche | Étanche à la poussière et au lavage |
| Finition de la surface | Ra < 0,8μm | Lisse, sans pièges à particules |
| Conception | Crevasses minimales | Nettoyage facile, pas de développement de bactéries |
Mesures de performance
- Particule Génération: <10 000 particules/pi³ à 0,5μm
- Classe salle blanche: Certifié ISO 7-8
- Temps de nettoyage: 50% plus rapide que les convoyeurs standard
- Maintenance Intervalle: Prolongé à 6 mois
Impact dans le monde réel
Cas d'un fournisseur de niveau 1 de la CATL:
- Installation d'un réseau de convoyeurs de 200 m dans les salles blanches
- Réduction de la contamination par les particules grâce à 60%
- Le rendement au premier passage est passé de 94% à 98,5%.
- Période d'amortissement : 14 mois
Solution 2 : Systèmes de circulation automatique des palettes
Application : Assemblage de modules et d'emballages
Conception du système:
┌─────────────────────────────────────────────┐
│ CIRCUIT DE CIRCULATION DES PALETTES │
│ │
│ [Chargement] → [Assemblage 1] → [Assemblage 2] │
│ ↑ ↓ │
│ [Déchargement] ← [Test] ← [Assemblage 3] │
│ │
└─────────────────────────────────────────────┘
Composants clés
- Palettes RFID: Suivre les différents blocs de piles
- Modules d'arrêt et de positionPrécision de ±0,5 mm à chaque station
- Voie de retour automatique: Retour des palettes vides en sous-sol ou en hauteur
- Zones tampons: Accumuler 10 à 20 palettes pour plus de flexibilité
Avantages
✅ Réduction de la main-d'œuvre: 1 opérateur peut gérer 3-4 stations✅ Temps de cycle constant: La stimulation automatisée élimine la variabilité✅ Traçabilité: Chaque paquet est suivi jusqu'à l'assemblage complet✅ Flexibilité: Passage rapide d'une variante de produit à l'autre
Spécifications techniques
| Paramètres | Valeur |
|---|---|
| Taille de la palette | 800×600mm à 1200×1000mm |
| Capacité de charge | Jusqu'à 500 kg par palette |
| Précision du positionnement | ±0,5 mm |
| Durée du cycle | 30-120 secondes (réglable) |
| Vitesse de la palette | 10-30 m/min |
Solution 3 : Convoyeurs de positionnement de précision pour l'assemblage de piles
Application : Soudage et assemblage de piles
Précision Exigences:
- Tolérance d'empilage : ±0,1 mm
- Alignement des soudures : ±0,05 mm
- Répétabilité : 99,9%
Système de convoyage de précision Vitrans
Technologies de base:
- Servomoteur Entraînements
- Contrôle précis de la vitesse et de la position
- Profils de mouvement programmables
- Synchronisation avec les soudeurs robotisés
- Guide linéaire Rails
- Extrusion d'aluminium à haute rigidité
- Déformation minimale sous charge
- Maintien de la précision à long terme
- Rétroaction du codeur
- Vérification de la position en temps réel
- Correction en boucle fermée
- Enregistrement des données pour les dossiers de qualité
- Fixation sur mesure
- Conception de nids spécifiques aux produits
- Options de maintien du vide
- Changement rapide pour plusieurs UGS
Comparaison des performances
| Métrique | Convoyeur standard | Convoyeur de précision |
|---|---|---|
| Précision du positionnement | ±2-5mm | ±0,1 mm |
| Répétabilité | 95% | 99.9% |
| Taux de défauts de soudure | 3-5% | <0,5% |
| Durée du cycle | 60 secondes | 45 secondes |
Calcul du retour sur investissement
Hypothèses: 100 000 cellules/an, valeur moyenne de $2/cellule
| Scénario | Taux de défectuosité | Perte annuelle | Amélioration |
|---|---|---|---|
| Standard | 4% | $8,000 | Base de référence |
| Précision | 0.5% | $1,000 | Economisez $7 000/an |
Coût du système: $35,000Remboursement: 5 ans (uniquement pour la réduction des défauts, à l'exclusion des gains de productivité)
Solution 4 : Convoyeurs de ligne de formation et de vieillissement
Application : Processus de formation et de vieillissement des batteries
Aperçu du processus:
- Formation: Cycles de charge/décharge initiaux (8-24 heures)
- Vieillissement: Stockage à température élevée (24-72 heures à 45-60°C)
- Objectif: Stabiliser la chimie, identifier les défaillances précoces
Défis environnementaux
| Condition | Équipement standard | Solution Vitrans |
|---|---|---|
| Température | 25°C ambiant | Température nominale de 80°C en continu |
| Humidité | 50% RH | Electronique étanche (IP65) |
| Exposition au gaz | Aucun | Résistant aux vapeurs d'électrolyte |
| Risque d'incendie | Faible | Matériaux ignifuges |
Caractéristiques du système
✅ Composants résistants à la chaleur
- Moteurs prévus pour un fonctionnement à 80°C
- Isolation des fils à haute température
- Compensation de la dilatation thermique
✅ Récupération d'énergie
- Les entraînements régénératifs captent l'énergie de freinage
- Les échangeurs de chaleur recyclent la chaleur du four
- 20-30% économies d'énergie par rapport à un système conventionnel
✅ Contrôle intégré
- Capteurs de température à chaque position
- Surveillance de la tension et du courant par canal
- Détection et isolation automatiques des défauts
✅ Intégration de la lutte contre l'incendie
- Compatible avec les systèmes FM-200 ou Novec
- Arrêt automatique du convoyeur en cas d'alarme
- Options de construction résistante au feu
Planification des capacités
| Type de batterie | Temps de formation | Temps de vieillissement | Longueur du convoyeur (pour 10k cellules/jour) |
|---|---|---|---|
| 18650 cylindrique | 12 heures | 24 heures | 150 mètres |
| Prismatic EV | 18 heures | 48 heures | 300 mètres |
| Cellule de poche | 10 heures | 24 heures | 120 mètres |
Solution 5 : Test de fin de vie et intégration de l'emballage
Application : Essais finaux, étiquetage et conditionnement
Déroulement du processus de fin de ligne:
[Sortie de vieillissement] → [Test OCV] → [Test d'étanchéité] → [Étiquetage] → [Mise en carton] → [Palettisation]
Stations d'essais intégrées
1. Tension en circuit ouvert (OCV) Test
- Vérifier la tension de la cellule après vieillissement
- Trier en catégories de grades (A, B, C)
- Rejet automatique en cas de dépassement des spécifications
2. Détection des fuites
- Décroissance de la pression ou test de reniflage de l'hélium
- Essentiel pour les packs EV (IP67/IP68)
- Résultats traçables pour les enregistrements de qualité
3. Contrôle dimensionnel
- Un système de vision vérifie l'intégrité de l'emballage
- Vérification de l'emplacement des étiquettes
- Confirmation de la lisibilité du code-barres
Options d'automatisation
| Niveau | Description | Investissement | Réduction de la main-d'œuvre |
|---|---|---|---|
| Manuel | Les opérateurs effectuent toutes les tâches | $ | 0% |
| Semi-Auto | Postes d'alimentation des convoyeurs, travail manuel | 30% | |
| Entièrement automatique | Les robots s'occupent de l'emballage | $ | 80% |
Configuration recommandée (volume moyen)
Le meilleur Valeur pour 5 000 à 20 000 paquets/mois:
- Convoyeur automatisé avec indexation stop-and-go
- Station d'étiquetage semi-automatique
- Boxe manuelle avec assistance ergonomique
- Palettisation robotisée (ROI <2 ans)
Intégration de la traçabilité
Points de saisie des données:
- Code-barres de la cellule scanné à l'entrée de la ligne
- Résultats des tests liés au numéro de série
- Génération du code QR du pack final
- Création automatique du manifeste d'expédition
MES/ERPConnectivité:
- Intégration OPC-UA ou REST API
- Tableaux de bord de la production en temps réel
- Alertes automatiques de qualité
Étude de cas : Gain d'efficacité du 40% chez un fournisseur de CATL
Profil du client
- Entreprise: Trois premiers fabricants chinois de batteries (Tier-1 à CATL)
- Localisation: Province de Jiangsu, Chine
- Production: 50 000 packs EV/mois
- Défi: Passer de 30 000 à 50 000 paquets/mois avec la même empreinte
Problèmes identifiés
❌ Transport manuel des palettes entre les stations❌ Temps de cycle incohérents provoquant des goulots d'étranglement❌ Forte contamination dans la zone d'empilage (taux de défaut de 3%)❌ Pas de visibilité de la production en temps réel❌ Blessures dues à la fatigue des travailleurs (12 enregistrables en 2024).
Mise en œuvre de la solution Vitrans
Phase 1 : Circulation automatisée des palettes (Mois 1-2)
- Boucle de convoyeur de palettes de 180 m
- 24 palettes RFID
- 6 stations d'assemblage avec auto-positionnement
Phase 2 : Amélioration de la salle blanche (Mois 3)
- Enceinte ISO 7 autour de l'empilage
- Convoyeurs étanches avec bandes à faible teneur en particules
- Douche d'air aux points d'entrée
Phase 3 : Intégration du système MES (Mois 4)
- Suivi de l'OEE en temps réel
- Saisie automatique des données de qualité
- Alertes de maintenance prédictive
Résultats après 6 mois
| Métrique | Avant | Après | Amélioration |
|---|---|---|---|
| Production journalière | 1 000 paquets | 1 400 paquets | +40% |
| Taux de défectuosité | 3.0% | 0.8% | -73% |
| Main-d'œuvre directe | 45 opérateurs | 28 opérateurs | -38% |
| Blessures | 12/an | 2/an | -83% |
| OEE | 62% | 78% | +26 pts |
Impact financier
| Catégorie | Économies annuelles |
|---|---|
| Augmentation du débit | $2.4M (4 800 paquets supplémentaires) |
| Réduction des défauts | $180,000 |
| Réduction de la main-d'œuvre | $280,000 |
| Accident du travail | $60,000 |
| Prestation annuelle totale | $2.92M |
Total des investissements: $1.8MPériode de récupération: 7,4 moisROI à 3 ans: 387%
Devis client
“Vitrans ne s'est pas contenté de nous vendre des convoyeurs, il a repensé l'ensemble de notre flux de production. Le gain d'efficacité du 40% nous a permis de répondre à la demande accrue de CATL sans construire une nouvelle usine.”- Directeur de production, Jiangsu Battery Co.
Analyse coûts-avantages
Fourchettes d'investissement par type de ligne
| Type de ligne | Capacité | Investissement dans les convoyeurs | Période de récupération prévue |
|---|---|---|---|
| Ligne pilote de R&D | 100-500 cellules/jour | $150k-300k | 18-24 mois |
| Production moyenne | 5 000 à 10 000 par jour | $500k-1.2M | 12-18 mois |
| Gigafactory à haut volume | 50 000+/jour | $3M-8M | 10-15 mois |
Ventilation des coûts (ligne moyenne typique)
| Composant | % du total | Montant |
|---|---|---|
| Matériel pour convoyeurs | 45% | $540,000 |
| Contrôles et logiciels | 20% | $240,000 |
| Installation | 15% | $180,000 |
| Formation et mise en service | 10% | $120,000 |
| Pièces détachées (initiales) | 10% | $120,000 |
| Total | 100% | $1.2M |
Comparaison des coûts de fonctionnement
| Élément de coût | Ligne manuelle | Ligne automatisée | Épargne |
|---|---|---|---|
| Main-d'œuvre directe | $850k/an | $420k/an | $430k |
| Défauts/travaux | $320k/an | $80k/an | $240k |
| L'énergie | $180k/an | $150k/an | $30k |
| Maintenance | $60k/an | $90k/an | -$30k |
| Total annuel | $1.41M | $740k | $670k |
Obtenir des conseils d'experts de Vitrans
🎁 Services gratuits pour les fabricants de batteries
✅ Audit de processus - Évaluation sur place ou à distance de la ligne actuelle✅ Optimisation de la mise en page - Propositions de CAD pour améliorer l'efficacité✅ Analyse du retour sur investissement - Modélisation financière détaillée pour votre cas spécifique✅ Visites de référence - Visite d'installations de batteries existantes✅ Test d'échantillons - Envoyez-nous vos produits pour des tests de compatibilité avec les convoyeurs
📞 Contacter notre équipe batterie
Courriel: qingsong.xu@vitrans.cn WhatsApp: +86 18027652537 Site web: www.vitrans-conveyor.com
🏭 Références de la batterie Vitrans
- Plus de 50 lignes de batterie installées (2019-2026)
- Partenariats: Fournisseurs CATL, BYD, CALB, SVOLT
- Certifications: ISO 9001, CE, UL, SEMI S2
- Soutien mondial: Centres de service en Chine, en Allemagne et aux États-Unis
- Investissements en R&D: 15% de revenus dans l'innovation spécifique aux batteries
