













はじめに:急ぎの設置がもたらす隠れたコスト
新しいコンベヤシステムが到着しました。生産ラインは稼働を待っています。1日遅れるごとに、$5,000の生産損失が発生します。その誘惑は明らかです: できるだけ早くインストールして、動作させる。.
しかし、ここに気まずい真実がある: 導入後2年間におけるコンベアシステムの故障のうち、60%は設置ミスに起因している, 、製造上の欠陥ではありません。.
これまでは数え切れないほど目にしてきました:
- $65,000型コンベヤは、床面が平らでなかったため、設置から8か月後に故障した。
- 電圧配線の誤りにより、全く問題のないモーターが6週間で焼けてしまった
- ガイドレールの位置ずれにより、ベルトの走行不良が発生し、$30,000相当の製品損害が生じた
- 安全ガードが適切に設置されていなかったため、労働災害が発生した
これらは単なる仮定のシナリオではなく、当社のサービスデータベースに記録されている実際の事例です。そして、これらはすべて防ぐことができたはずでした。.
この記事では、その 最も一般的で費用のかかる8つの事例 コンベア 設置時のミス, 、その発生原因を解説し、回避方法を具体的に示します。社内の保守スタッフを活用する場合でも、外部の請負業者に依頼する場合でも、このガイドはお客様の投資を保護します。.
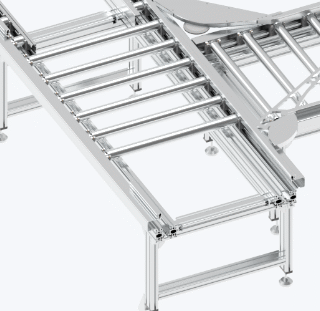
間違い #1:現場の準備と床の水平調整を省略する
エラー: 凹凸のある床や下地処理がされていない床に、コンベヤーの支持台を直接設置すること。.
その理由:
- 早期に生産を開始するよう求められる圧力
- 「工業用床は十分に平らである」という前提“
- 適切な測定器具の不足
- 些細な不備の影響を過小評価すること
費用:
- ベアリングの早期故障(荷重分布の不均一)
- ベルトのトラッキング不良(片側への継続的なずれ)
- フレームの応力と亀裂(荷重によるねじれ)
- 振動と騒音(すべての部品における摩耗の加速)
- 一般的な修理費用: $ 8,000~25,000 + 3~5日間のダウンタイム
実際の例: ある自動車部品メーカーは、10メートルにわたって18mmの段差がある床面に、120フィートのコンベヤーを設置した。設置から14ヶ月以内に:
- ベアリングの交換 4箇所($3,200)
- ベルトのトラッキング調整を頻繁に行う(月12時間の作業)
- 溶接が必要なフレームの亀裂($4,500)
- 総費用: $21,000+ 対 $800(初期段階での適切な床の水平調整用)
それを避ける方法:
✅ 設置前:
- レーザーレベルまたはトランシットを使用して、床の平坦度を測定します
- 許容誤差:3メートルあたり3mm以内(10フィートあたり1/8インチ以内)
- 床の高低差のある箇所に印をつける
- わずかな高低差(10mm未満)用のセルフレベリング材
- 大きな調整が必要な場合のスチール製シムまたは調整式脚
✅ インストール中:
- コンベヤフレームの精度レベルを確認する(目視検査だけでなく)
- 全長にわたって複数の箇所で液面を確認する
- ボルトを締め付ける前に、フレームがまっすぐ(ねじれていない)ことを確認してください
- 締め付けた後は再度確認してください(ボルトによってフレームの歪みが生じる可能性があります)
✅ プロ ヒント: 「水平」な床であっても、調整可能な設置脚を取り付けてください。これにより、試運転時の微調整が可能になるほか、床が沈下した場合にも将来的に再水平調整を行うことができます。.

.1-320x320.png)




間違い #2:ベルトの張力調整が不適切
エラー: 初期設定時にベルトの張りを緩めすぎたり、きつすぎたりしてしまうこと。.
その理由:
- 張力測定器具なし(手探りで推測)
- 締め付けすぎを恐れるあまり、締め付けが不十分になってしまう
- 慣らし運転期間中のベルトの伸びを考慮していない
- メーカーの仕様ではなく、一般的なガイドラインに従う
費用:
緩すぎる:
- 駆動プーリーでのベルトのスリップ(ベルトの熱による損傷)
- トラッキング不良(ベルトが左右にずれる)
- 製品の不安定さ(品物がずれたり、落ちたりする)
- 一般的な費用: $:ベルト交換費用 5,000~15,000 + 稼働停止時間
きつすぎる:
- ベアリングへの過大な負荷(早期故障)
- モーターの過負荷(消費電力の増加、焼損の恐れ)
- ベルトの端部の損傷(ひび割れ、ほつれ)
- 一般的な費用: $8,000~20,000(ベアリング/モーターの交換)
それを避ける方法:
✅ 適切な張力調整方法を使用してください:
- たわみ メソッド (最も一般的なもの):
- ベルトの中央スパンに所定の力を加える
- たわみ距離を測定する
- メーカーの表と比較する
- 例:10ポンドの力が加わると、10フィートのスパンで1/2インチのたわみが生じるはずである
- 張力計 (最も正確な):
- ソニックテンションメーターはベルトの振動数を測定する
- 張力値に変換する
- 当て推量をなくす
- 重要な用途に推奨
✅ 伸長分の考慮:
- 新しいベルトは、稼働開始後48時間以内に1~3%まで伸びます
- 最終張力70-80%で取り付けてください
- 24時間の稼働後の再張力調整
- 48時間後の最終張力チェック
✅ 文書の張力設定:
- 最終張力値を記録する
- 日付とベルトのシリアル番号を記録してください
- 予防保全スケジュールに組み込む
- 四半期ごとに(またはメーカーの推奨に従って)張力を再確認してください
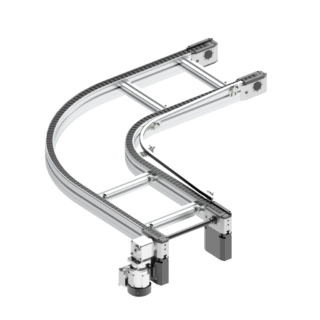
間違い #3:プーリーとローラーの位置ずれ
エラー: プーリーとローラーが互いに平行になっていない、またはベルトの走行方向に垂直になっていない。.
その理由:
- 急いで設置した(きちんと位置合わせをする時間をかけなかった)
- 工場出荷時に取り付けられたプーリーの位置合わせがすでに完了しているものと仮定して
- フレームの組み立て後に確認を行わない(ボルト締め中にフレームがねじれる可能性がある)
- 適切なアライメント工具の不足
費用:
- ベルトの走行不良が深刻(頻繁な調整が必要)
- ベルトの偏摩耗(50%の交換が予定より早まる)
- エッジの損傷(ベルトの剥離、ほつれ)
- 製品の流出(損失および清掃作業にかかる労力)
- 一般的な費用: ベルト交換と工賃で年間$6,000~18,000
それを避ける方法:
✅ 位置合わせ手順:
- まずはドライブプーリーから始めましょう—これがあなたの基準点です
- レーザーアライメントツールまたは張ったワイヤー法を使用する
- テールプーリーをドライブプーリーと平行になるように位置合わせする(許容誤差±0.5mm)
- すべてのスナブプーリーとベンドプーリーを同一平面上に揃える
- ベルトの走行方向に対して直角にアイドラーローラーの位置を確認する
✅ 検証方法:
- ベルトを空運転で10~15分間回してください
- 追跡の挙動を観察する
- ベルトはすべてのプーリーの中心を通るように張る必要があります
- ドリフトする場合は、テールプーリーをわずかに調整してください(ドライブプーリーは絶対に調整しないでください!)。
- わずかな調整(1~2mm)が大きな違いを生む
✅ おすすめのツール:
- レーザー式プーリー位置合わせツール($300-800 投資)
- あるいは、従来の糸やワイヤーを使った方法(無料ですが、精度は劣ります)
- ローラーの角度を確認するためのデジタル傾斜計
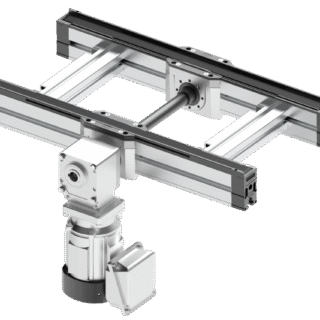
間違い #4:電気配線およびモーターの設定が不適切
エラー: 電圧、相、周波数が間違っている、またはモーターの保護設定が不適切である。.
その理由:
- コンベア特有の要件に不慣れな電気技師
- モーターの銘板を注意深く確認していない
- 「ただのモーターだ」という前提で(すべてのモーターの配線は同じだ)
- モーター保護機能の校正をスキップする
費用:
- 電圧が間違っている: 即時的なエンジン損傷($2,000~8,000の交換)
- 位相回転の誤り: モーターが逆回転する(機器の損傷の恐れあり)
- 過負荷保護機能なし: 負荷がかかった状態でモーターが焼損する($3,000-10,000)
- VFDの設定不備: モーターの過熱、寿命の短縮
- 安全上の危険: 電気火災や感電の危険(かけがえのないもの)
実際の例: ある食品加工工場では、480V用のモーターを240Vの電源に接続していました。その結果、モーターは通常の2倍の電流を流し、過熱して3週間後に故障しました。 費用:モーター代 $6,500 + 稼働停止による損失 $4,000 + 調査の結果、VFDの損傷が判明($8,000)。合計:15分間の電圧チェックで $18,500。.
それを避ける方法:
✅ 設置前の確認事項:
- モーターの銘板に記載されている仕様が、施設の電源仕様と一致していることを確認してください:
- 電圧(例:240V、480V、600V)
- 相(単相または三相)
- 周波数(50Hz または 60Hz)
- 全負荷電流(FLA)
- 遮断スイッチおよびブレーカーの定格を確認してください:
- ブレーカー:モーターの定格電流(FLA)125-150%
- 電線ゲージ:NECおよび地域の規定に基づき、モーターの電流値に応じて決定する
- モーターが見える範囲で電源を切る(安全上の要件)
- コンベアに接続する前に、回転方向を確認してください:
- バンプテスト用モーター(短時間の起動)
- 回転方向が正しいか確認する
- 必要に応じて2本のリード線を入れ替える(三相のみ)
✅ VFDのプログラミング(装備されている場合):
- モーターの銘板情報を正確に入力してください
- 加速・減速時間を適切に設定する
- 過負荷保護を設定する(通常、FLAの115%)
- すべての制御機能(起動、停止、速度調整)をテストする
- すべてのパラメータ設定を文書化する
✅ 安全上の要件:
- 適切なアース接続(マルチメーターで確認すること)
- 非常停止回路の試験を実施し、正常に動作していることを確認した
- すべての電気エンクロージャーが閉じられ、固定されている
- ロックアウト/タグアウトの対象箇所を特定し、ラベルを貼付した
ミス #5:安全柵および非常停止装置の不備
エラー: 適切なガードが取り付けられていない状態でコンベヤを運転したり、非常停止装置の配線や設置が不適切であったりする場合。.
その理由:
- 初期検査における警備員は「任意」と見なされている
- セットアップ時の操作性を向上させたいという要望
- 規制要件(OSHA、ANSI、地域の法規)を理解していないこと
- コスト削減志向(「警備員は後で増やせばいい」)
費用:
- 労働災害: 医療費、労災保険、訴訟の可能性($50,000~$2,000,000以上)
- 規制当局による罰金: OSHA違反($13,000以上/違反1件につき、故意の違反の場合は最大$130,000)
- 施設の停止: 違反が是正されるまで(数日または数週間の生産損失)
- 評判の低下: 人材確保の難しさ、保険料の値上がり
この分野では手抜きをしてはなりません。.
それを避ける方法:
✅ 必須の安全機能:
- ピンチポイントガード: ベルトがプーリーに接触するすべてのニップポイント
- サイドガード: 回転中のベルトへの接触を避けてください(特に積み込み・積み下ろし箇所では)
- アンダーサイドガード: リターンベルトや回転する軸から身を守る
- 非常停止用ケーブル: コンベヤーの全長にわたって(プルケーブル式)
- 局所的な非常停止ボタン: 操作席および危険箇所において
✅ 非常停止の配線要件:
- ハードワイヤード(PLC経由ではない――フェイルセーフでなければならない)
- ANSI B11.19に基づくカテゴリー0またはカテゴリー1の停止
- 毎週テストを実施(ドキュメントテスト)
- 明確に表示され、利用しやすい
- リセットには手動での操作が必要です(自動再起動はできません)。
✅ コンプライアンス基準:
- 米国: OSHA 1910.219(機械的動力伝達)、ANSI B20.1(コンベヤーの安全性)
- ヨーロッパ: CEマーキング、EN 619(バルク材料の取り扱い)、EN ISO 13849(安全制御)
- その他の地域: 現地の規制を確認してください
✅ 以下のものが揃っていない場合は、絶対に操作しないでください:
- すべての警備員が所定の位置につき、警備体制が整った
- 非常停止装置の試験を実施し、正常に動作することを確認した
- 警告ラベルが目立ち、読みやすいこと
- 安全手順について訓練を受けたオペレーター
間違い #6:設置時の不適切な潤滑作業
エラー: ベアリングやギアボックスに対して、潤滑油を過剰に塗布したり、不足させたり、あるいは不適切な種類の潤滑油を使用したりすること。.
その理由:
- “「多ければ多いほど良い」という誤解(グリースの塗りすぎにつながる)
- 新しいグリースを注入する前に、古いグリースを完全に除去しない
- 指定された種類のグリースの代わりに汎用グリースを使用すること
- 実際には潤滑が必要な密閉部品への潤滑を忘れてしまうこと
費用:
- 潤滑過多: 発熱、シール部の損傷、製品へのグリース混入($5,000~15,000)
- 潤滑不足: ベアリングの早期故障(1TPあたり4T3,000~12,000個+ダウンタイム)
- 不適切な潤滑剤: 有効性の低下、化学的非適合性の可能性
- 食品・医薬品の汚染: 製品リコール、規制当局による措置($100,000+)
それを避ける方法:
✅ メーカーの仕様に従ってください:
- 指定されたグリース/オイルの種類(NLGIグレード、粘度、添加剤)を正確に使用する
- 食品用用途には、H1認証を取得した潤滑剤が必要です
- 高温環境や洗浄環境では、特別な配合が必要となります
✅ 正しいグリース塗布方法:
- ガンを取り付ける前に、グリースニップルを清掃してください
- シール部分から新しいグリースがにじみ出るまで、古いグリースを完全に排出してください
- 推奨使用量(通常、1回の使用につき1~3プッシュ)を超えないでください。
- 余分な油分を拭き取ってください(ほこりの付着を防ぐため)
- 機器を短時間稼働させてグリースを均一に広げ、その後再度確認してください
✅ 潤滑スケジュール:
- 設置時の初期潤滑(取扱説明書に従って)
- 慣らし運転期間中の再潤滑(稼働100時間後)
- 定期的なPMスケジュール(四半期ごと、半期ごと、または稼働時間ごと)
- すべての潤滑作業を記録する
✅ 避けるべきよくある間違い:
- ❌ 互換性のないグリースを混ぜる(固化したり、性能が低下したりする恐れがあります)
- ❌ 機器の稼働中にグリースを塗布すること(安全上の危険、塗布ムラの原因となる)
- ❌ ベアリングの清掃に圧縮空気を使用すること(汚れを内部に押し込んでしまう)
- ❌ ギアボックスのオイルレベルを確認しない(初回始動前に必ず確認してください!)
間違い #7:試運転試験と文書化を省略すること
エラー: 適切な試験や基準となる文書化を行わずに、コンベヤをそのまま生産ラインに導入すること。.
その理由:
- 制作上のプレッシャー(「今すぐこれを稼働させなければならない」)
- 「見た目は問題ないから、きっと大丈夫だろう」という思い込み“
- どのような検査を行えばよいか分からない
- 問題に気づきたくない(知らない方が幸せという考え方)
費用:
- 発見されなかった問題は、壊滅的な故障につながります(修理費用が10倍に膨れ上がります)
- 将来の問題をトラブルシューティングするための基準がない
- 保証請求が却下された(問題が設置に起因するものではないことを証明できないため)
- 問題が最終的に表面化した際のダウンタイムの長期化
- 一般的な費用: $ 10,000~50,000以上(潜在的な不具合が発生した場合)
それを避ける方法:
✅ 試運転チェックリスト(最低要件):
機械的試験:
- 目視検査(すべてのボルトが締め付けられているか、ガードが取り付けられているか、異物がないか)
- 手動でのベルト回転(滑らかで、引っかかりや摩擦がない)
- 空運転テスト(15~30分、追跡性能、騒音、振動を確認)
- 負荷試験(定格容量の25%、50%、75%、100%)
- 非常停止機能の試験(すべての非常停止装置を確認済み)
電気試験:
- モーター端子での電圧確認
- 消費電流の測定(銘板記載の定格電流(FLA)と比較)
- VFDパラメータの確認(装備されている場合)
- 操作機能試験(すべてのボタン、スイッチ、表示灯)
- 地絡試験
性能テスト:
- 速度の確認(タコメーターの表示が仕様と一致しているか)
- ベルトの走行安定性(30分経過後も調整不要)
- 騒音レベルの測定(許容範囲内)
- 温度確認(1時間の運転後のベアリング、モーター、ギアボックス)
✅ 作成すべきドキュメント:
- 設置報告書(日付、設置業者、計画からの相違点)
- 竣工図(現場での変更点がすべて記載されているもの)
- 試験結果(すべての測定値を記録)
- 写真(主要な接続箇所、設定、設置全体)
- 保証登録(メーカーへ提出)
- 保守マニュアル(施設関連文書ファイル)
✅ 慣らし運転期間の手順:
- 最初の24時間:50~60%の稼働率で稼働する
- 8時間後に点検を行う(ベルトの張力、ボルトの締め付け状態、温度)
- 必要に応じてベルトの張りを調整してください(最も伸びるのは初日です)
- 48時間後:収容人数を75%に増員
- 1週間後:フル稼働が承認された
間違い #8:オペレーターや保守担当者の研修を行っていない
エラー: 操作、監視、および基本的なメンテナンスに関する適切な研修を行わずに、新しく設置されたコンベヤを引き渡すこと。.
その理由:
- 「コンベアは単純で、その仕組みは誰もが知っている」という前提“
- 研修は、不可欠な投資というよりは、任意の経費と見なされている
- 離職率の見込み(「前任者から学ぶだろう」)
- 正式な研修プログラムは存在しない
費用:
- 不適切な操作は、早期摩耗の原因となります(20-40%の寿命が短縮されます)。
- 些細な問題が重大な不具合へと発展する(早期発見の欠如)
- 知識不足のオペレーターによる安全上の事故
- 不適切な手順で作業を行う保守スタッフ
- 一般的な費用: 1TP4 年間15,000~40,000の、回避可能な修理費用および稼働停止による損失
それを避ける方法:
✅ オペレーター研修(最低2~4時間):
- システムの概要: 目的、機能、制限事項
- 起動・停止の手順: 通常手順と緊急手順
- 読み込みに関するガイドライン: 適切な設置位置、重量制限、間隔
- 監視: 「普通」とはどのような見た目・話し方か、注意すべき兆候
- 基本的なトラブルシューティング: ジャムの除去、簡単な調整
- 安全対策: 非常停止装置の使用、ロックアウト/タグアウト、危険の認識
- 報告: 問題が発生した際の連絡先、および提供するべき情報
✅ 保守担当者の研修(最低4~8時間):
- 予防保全スケジュール: 業務、実施頻度、手順
- 潤滑: 種類、設置場所、数量、手法
- ベルトのトラッキング: 調整手順、ドリフトの一般的な原因
- 張力の確認: 方法、頻度、目標値
- 摩耗検査: 確認すべき点、測定方法、交換基準
- トラブルシューティング: 診断フローチャート、よくある問題と解決策
- 部品の識別: 分解図、部品番号、注文手順
- ドキュメント: ログの記録、作業指示書の完了、履歴の追跡
✅ 研修資料:
- 出席記録(誰が、いつ、誰から研修を受けたか)
- 研修資料(マニュアル、動画、チェックリストなど)
- 能力の確認(筆記試験または実技試験)
- 再研修のスケジュール(年1回の再研修が推奨されます)
- 更新通知(手順が変更された場合)
✅ 知識の定着:
- オペレーターステーションに掲示されたクイックリファレンスガイド
- 整備工場にあるラミネート加工されたチェックリスト
- タブレットやスマートフォンからアクセスできる動画ライブラリ
- メンター制度(経験豊富な社員と新入社員をペアにする制度)
結論:設置の品質が機器の寿命を左右する
厳しい現実: $100,000のコンベヤが不適切に設置された場合、正しく設置された$50,000のコンベヤよりも性能が劣ることになる。.
設置とは、単に機器を稼働させることだけではなく、次のようなことを意味します:
- 設備投資の収益性を最大化すること
- 労働者の安全確保と法令順守
- ライフサイクル全体の運用コストの最小化
- 信頼性の高い生産の基盤を築く
この記事で紹介されている8つのミスは、メーカーに1件あたり平均$85,000の損失をもたらしている (当社のサービスデータベース(500件以上のコンベヤ設置実績)に基づく)。適切な計画、忍耐、そしてベストプラクティスの遵守があれば、これらほぼすべては防ぐことができたはずです。.
あなたの行動計画:
- 次回の設置前に、このチェックリストを確認してください
- 設置チーム(社内または外部業者)と共有する
- これらの確認事項を標準業務手順に組み込んでください
- 生産のプレッシャーによって、設置の品質が損なわれることのないようにしましょう
- あらゆることを記録しておこう――未来の自分が、今の自分に感謝するはずだ
行動喚起
コンベヤーの設置をご検討中ですか? Vitransは、以下を含む包括的な設置サポートを提供しています:
- ✅ 設置前の現場調査
- ✅ 詳細な設置マニュアルと図面
- ✅ リモートまたは現場での設置監督
- ✅ 試運転および性能試験
- ✅ オペレーターおよび保守担当者の研修プログラム
投資を運任せにしてはいけません。. お客様の設置要件についてご相談いただくため、当社のエンジニアリングチームまでご連絡ください。そうすることで、お客様のコンベヤシステムが今後数十年にわたり信頼性の高い稼働を続けることを保証いたします。.
📧 メールアドレス: qingsong.xu@vitrans.cn📞 電話番号: +86 18027652537 🌐 ウェブサイト:https://www.vitrans-conveyor.com/
