














As automated manufacturing continues to expand worldwide, factories are upgrading their material-handling systems to achieve higher efficiency, better flexibility, and lower operational costs. Among all conveyor technologies, flexible chain conveyors (also called modular chain conveyors) have quickly become one of the most widely adopted solutions in automated production lines.
Why are so many factories transitioning to flexible chain conveyors?
What advantages do they offer compared to conventional belt conveyors, roller conveyors, or pallet conveyors?
In this in-depth guide, we break down the top 5 reasons automated factories rely on flexible chain conveyor systems—and how they help manufacturers boost productivity, reduce downtime, and optimize factory layouts.
-
 Xích thép không gỉ dẻo
Xích thép không gỉ dẻo -
 Dây xích linh hoạt rộng 295 mm
Dây xích linh hoạt rộng 295 mm -
 Dây xích linh hoạt có chiều rộng 175mm
Dây xích linh hoạt có chiều rộng 175mm -
 Dây xích mềm có chiều rộng 83 mm
Dây xích mềm có chiều rộng 83 mm -
 Chiều rộng 63mm, xích linh hoạt
Chiều rộng 63mm, xích linh hoạt -
 Dây xích linh hoạt có chiều rộng 43mm
Dây xích linh hoạt có chiều rộng 43mm -
 Băng tải xích mềm Vitrans
Băng tải xích mềm Vitrans -
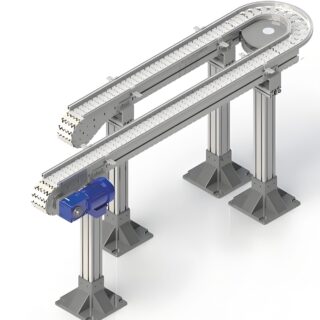 Hệ thống băng tải xích linh hoạt Vitrans | Hệ thống băng tải pallet linh hoạt
Hệ thống băng tải xích linh hoạt Vitrans | Hệ thống băng tải pallet linh hoạt -
 Hệ thống băng tải xích linh hoạt Vitrans | Hệ thống băng tải trượt
Hệ thống băng tải xích linh hoạt Vitrans | Hệ thống băng tải trượt
What Is a Flexible Chain Conveyor?
MỘT Băng tải xích linh hoạt uses interlocking plastic or steel chain modules to transport products through straight lines, curves, inclines, declines, and multi-level layouts. Unlike traditional belt systems, these conveyors are designed to be modular, easy to reconfigure, and capable of running smoothly in complex pathways.
Các đặc điểm chính bao gồm:
- Modular chain links that can be replaced individually
- Ability to integrate curves, S-curves, inclines, and declines
- Strong, stable product handling
- Smooth, low-friction movement
- Fast installation and reconfiguration
This design makes them ideal for automated production environments that require speed, precision, and adaptability.
5 Key Reasons Automated Factories Are Using Flexible Chain Conveyors
1. Exceptional Modularity and Easy Scalability
Modern factories rarely stay the same for long. Products evolve, workflows change, and production layouts must adapt. Flexible chain conveyors excel in environments where constant improvement and line reconfiguration are required.
Why Modularity Matters
- Add or remove curves and straight sections easily
- Fast layout changes when new machines or robots are installed
- Lower installation cost and higher reusability
- Ideal for phased factory expansion
Real-world example: an electronics assembly line reconfigures stations within hours instead of days by adjusting only chain segments instead of replacing large belts.
2. Significant Energy Savings and Long-Term Cost Reduction
Flexible chain conveyors are tiết kiệm năng lượng due to low-friction chain design.
Energy-Saving Benefits
- Lower electricity consumption
- Reduced mechanical stress on motors
- Less heat generation and longer equipment lifespan
- Lower long-term operating cost
For factories running 24/7, these savings accumulate quickly.
3. High Throughput, Smooth Transport, and Excellent Speed Control
Flexible chain conveyors maintain stable product handling even at high speeds or complex layouts.
Performance Benefits
- Smooth acceleration and deceleration
- Ideal for robotics, vision systems, and inspection lines
- Supports high throughput with precision
- Reduced vibration — protects fragile products
They are widely used in electronics, packaging, food, logistics, and precision manufacturing.
4. Low Maintenance, Long Service Life, and Easy Repairs
Traditional belt conveyors require frequent tensioning and replacement. Flexible chain conveyors reduce maintenance dramatically.
Maintenance Advantages
- Replace only damaged chain links
- Less downtime
- Easy cleaning and low lubrication needs
- Resistant to chemicals, wear, and industrial environments
Downtime is costly — modular chain links help factories maintain continuous operation.
5. Maximum Space Optimization for Modern Factory Layouts
Space is expensive. Flexible chain conveyors enable compact, efficient layouts.
Space-Saving Benefits
- Tight curves and vertical routing
- Multi-level conveyor flow
- Reduced footprint compared to belts or rollers
- Better operator access and safety
Example: a beverage plant reduced layout size by 30% using flexible chain conveyors with vertical lift transitions.

✅ Conveyor Comparison: Flexible Chain vs. Traditional Conveyor Systems
(
The table below summarizes how flexible chain conveyors compare with other common conveyor types in automated factories:
Conveyor Type Comparison Table
| Feature / Capability | Băng tải xích linh hoạt | Băng tải | Băng tải con lăn | Băng tải pallet |
|---|---|---|---|---|
| Modularity & Reconfiguration | ⭐ Tuyệt vời — modular links allow fast layout changes | ❌ Poor — belt replacement causes downtime | ⚠️ Limited — curves are large/expensive | ❌ Very limited |
| Space Efficiency | ⭐ Cao — tight curves & multi-level routing | ⚠️ Moderate | ❌ Low | ❌ Very low |
| Maintenance Cost | ⭐ Thấp — replace single chain links | ⚠️ Trung bình | ⚠️ Trung bình | ❌ High |
| Tiêu thụ năng lượng | ⭐ Thấp — low friction design | ⚠️ Moderate | ⚠️ Moderate–High | ❌ High |
| Khả năng tương thích với tự động hóa | ⭐ Tuyệt vời | ⚠️ Moderate | ⚠️ Số lượng có hạn | ⚠️ Số lượng có hạn |
| Throughput Capability | ⭐ Cao | ⭐ High | ⚠️ Trung bình | ❌ Low–Medium |
| Curves & Multi-Direction | ⭐ Tuyệt vời | ❌ Không | ⚠️ Số lượng có hạn | ❌ Không |
| Độ ổn định của sản phẩm | ⭐ Cao | ⚠️ Moderate | ⚠️ Tùy thuộc | ⭐ High |
| Tốt nhất cho | Automated factories, packaging, electronics | Straight movement | Sorting & warehouses | Heavy-duty transport |
📌 Summary of the Comparison
Flexible chain conveyors clearly outperform traditional conveyor systems in modularity, automation compatibility, space-saving design, and long-term maintenance. While belt or roller conveyors still have their use in simple transport tasks, flexible chain systems are the preferred option for advanced automated production lines that require precision and scalability.
How to Choose the Right Flexible Chain Conveyor
Before selecting a system, consider the following:
- Product size, weight, and fragility
- Required throughput and speed
- Available floor space & layout complexity
- Inclines, declines, or curve requirements
- Operating environment
- Future expansion plans
- Supplier engineering capability
A good conveyor supplier should be able to provide layout simulation, customization options, and fast maintenance support.
Industries That Benefit Most From Flexible Chain Conveyors
- Điện tử
- Packaging & labeling
- Food & beverage
- Logistics & warehousing
- Consumer goods
- Medical & pharmaceutical
- Automotive parts
These industries require precision, flexible layouts, and high throughput — the strengths of flexible chain conveyors.
Conclusion: Flexible Chain Conveyors Are the Future of Automated Manufacturing
As factories move toward higher levels of automation, flexible chain conveyors offer unmatched advantages:
- ✔️ Modularity
- ✔️ Energy efficiency
- ✔️ High throughput
- ✔️ Low maintenance
- ✔️ Optimized space usage
For manufacturers seeking to modernize their production lines, flexible chain conveyors deliver long-term performance and cost benefits.

