Heavy-duty belt conveyors play a crucial role in the movement of goods and materials. They are essential for streamlining operations, improving efficiency, and ensuring the safe transportation of products. This article will explore the top 10 heavy-duty belt conveyor manufacturers, focusing on their strengths, product offerings, and what sets them apart in the industry.
What is a Heavy Duty Belt Conveyor?
A heavy-duty belt conveyor is designed to transport large volumes of heavy materials over long distances. These conveyors are built to withstand high loads, making them ideal for various industries, including manufacturing, mining, and warehousing.
Key Features of Heavy-Duty Belt Conveyors
- Durability: Built to last with high-quality materials.
- Versatility: Can handle various products and materials.
- Efficiency: Reduces manual labor and speeds up the production process.
- Safety: Equipped with safety features to prevent accidents.
Top 10 Heavy Duty Belt Conveyor Manufacturers
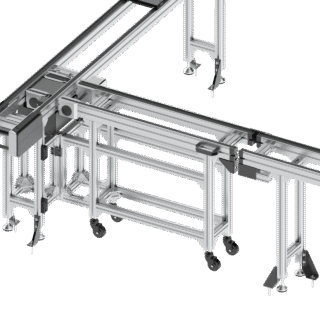
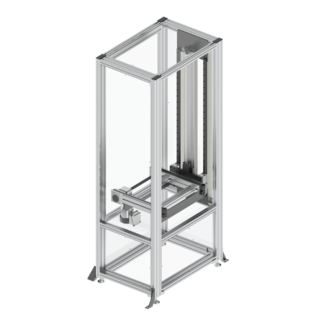
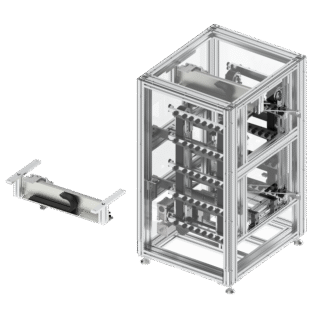
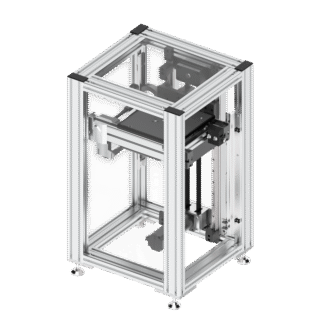
1. Vitrans

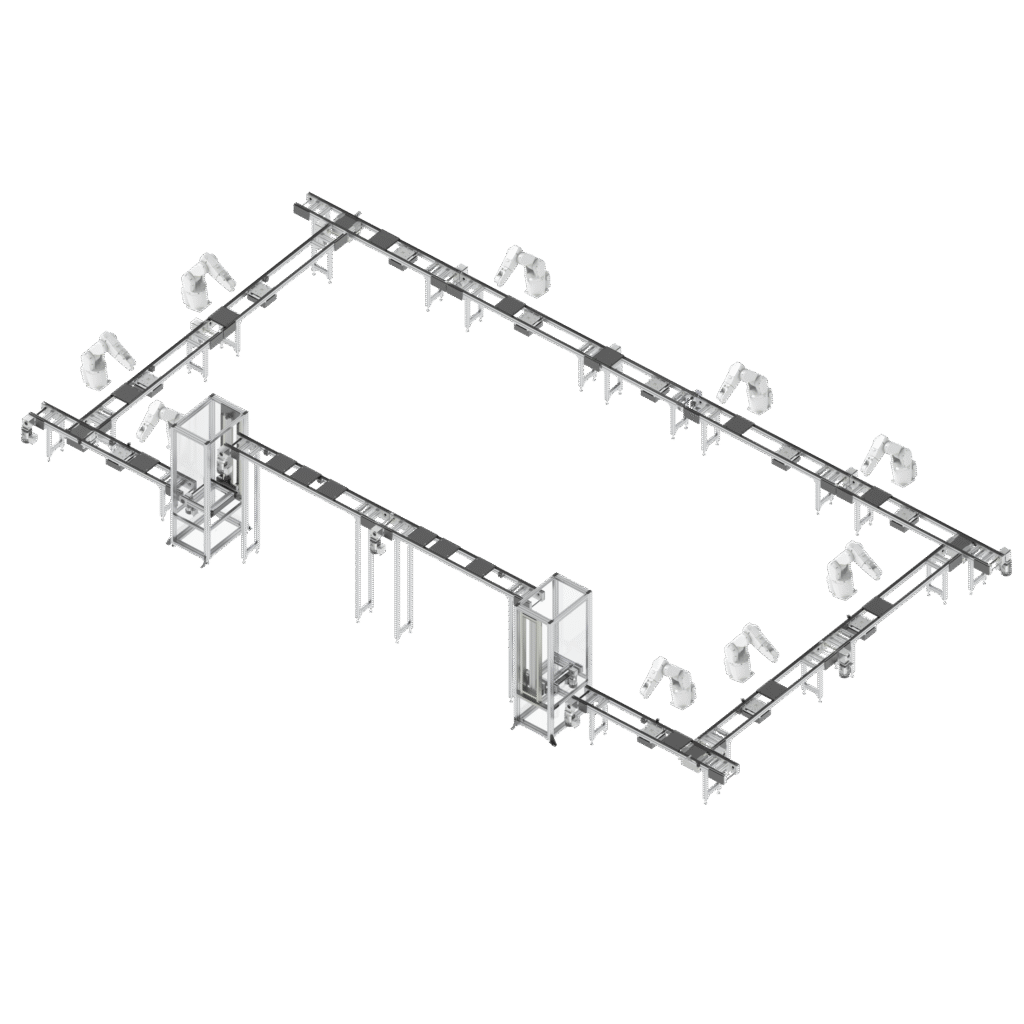
Overview: Vitrans has been a leading manufacturer in pallet conveyors and transfer systems for over a decade. Their products are widely used in industrial automated production and assembly lines.
Why Choose Vitrans?
- Reliable: Known for high-quality products.
- Fast Shipping: Efficient delivery times.
- Modular: Flexible design for different applications.
- Cost-effective: Competitive pricing.
- Precise Positioning: Ensures accuracy in material handling.
- Efficient Service: Strong customer support.
Products Offered:
2. Flexco
Overview: Flexco specializes in products that optimize belt conveyor performance. They offer innovative solutions for belt fastening, tracking, and maintenance.
Why Choose Flexco?
- Expertise in belt maintenance solutions.
- Wide range of products for various conveyor types.
- Strong emphasis on safety and efficiency.
3. Dorner
Overview: Dorner manufactures high-quality belt conveyors, including heavy-duty options designed for various applications in different industries.
Why Choose Dorner?
- Customization options available.
- High-speed conveyor systems.
- Focus on reliability and durability.
4. Hytrol
Overview: Hytrol is a well-known conveyor manufacturer offering a variety of heavy-duty conveyor systems tailored for specific industries.
Why Choose Hytrol?
- Extensive product line.
- Strong reputation for quality and reliability.
- Comprehensive support services.
5. Mitsubishi Electric
Overview: Mitsubishi Electric is a global leader in automated systems, providing advanced belt conveyor systems with cutting-edge technology.
Why Choose Mitsubishi Electric?
- Innovative technology integration.
- Focus on energy efficiency.
- Extensive global reach.
6. Siemens
Overview: Siemens provides heavy-duty conveyor solutions that enhance operational efficiency and productivity in various industries.
Why Choose Siemens?
- Comprehensive automation solutions.
- Strong focus on sustainability.
- High-performance engineering.
7. Thomas Conveyor & Equipment
Overview: Thomas Conveyor specializes in designing and manufacturing conveyors for complex material handling applications, including heavy-duty options.
Why Choose Thomas Conveyor?
- Customized solutions tailored to client needs.
- Emphasis on high-quality materials.
- Strong customer service focus.
8. ems-Express
Overview: ems-Express offers a range of conveyor systems designed for heavy loads and harsh conditions, catering to the needs of various industries.
Why Choose ems-Express?
- Durable construction suitable for tough environments.
- Efficient designs that maximize productivity.
- Competitive pricing.
9. Bulk Conveyors Inc.
Overview: Bulk Conveyors Inc. specializes in providing bulk material handling solutions, including heavy-duty belt conveyors.
Why Choose Bulk Conveyors Inc.?
- Focus on bulk material handling applications.
- Customized conveyor designs.
- Strong engineering expertise.
10. Material Handling Solutions
Overview: This manufacturer provides a wide range of conveyor systems, focusing on high-quality and durable solutions for heavy-duty applications.
Why Choose Material Handling Solutions?
- Extensive product offerings.
- Commitment to quality and service.
- Innovative designs for material handling.
Choosing the Right Heavy Duty Belt Conveyor
1. Assess Your Needs
Determine the type of materials you need to transport, their weight, and the distance they need to be moved.
2. Consider Durability
Select a manufacturer known for producing durable products that can withstand the rigors of heavy-duty use.
3. Look for Customization Options
Consider whether you need a conveyor tailored to specific operational requirements.
4. Evaluate After-Sales Support
Choose a manufacturer that offers robust customer support and maintenance services.
Frequently Asked Questions (FAQs)
1. What is the difference between heavy-duty and standard conveyors?
Answer: Heavy-duty conveyors are designed to handle larger loads and more demanding applications compared to standard conveyors, which are typically used for lighter materials.
2. How do I maintain a heavy-duty belt conveyor?
Answer: Regular maintenance includes checking belt tension, cleaning the conveyor, and inspecting for wear and tear. Follow the manufacturer’s guidelines for specific maintenance procedures.
3. What industries commonly use heavy-duty belt conveyors?
Answer: Industries such as manufacturing, mining, agriculture, and logistics frequently utilize heavy-duty belt conveyors for material handling.
Final Toughts
Heavy-duty belt conveyors are essential for enhancing operational efficiency across various industries. With numerous manufacturers to choose from, selecting the right one can significantly impact your production process. Vitrans, with its strong reputation for quality and service, stands out among the top manufacturers. By considering your specific needs and the features offered by each manufacturer, you can make an informed decision that will streamline your operations and improve productivity.