













手動から自動へ:タイの電子機器工場におけるコンベア変革の旅
はじめに
タイのスマートフォン部品メーカーは、手作業によるマテリアルハンドリングに苦戦し、人件費の高騰と納期の遅れを招いていた。世界的に家電製品の需要が急増する中、この工場では品質を落とすことなく生産規模を拡大する必要がありました。Vitrans Conveyorsはカートによる手作業から完全自動化されたコンベアシステムへの移行を支援しました。.
挑戦
工場は複数の操業上の制約に直面していた:
- 高い人件費20人以上の作業員が、駅間の手作業によるカートの運搬のみに従事
- 品質問題:人為的な取り扱いミスによる5%の部品破損・誤装着率
- 定員 制限:製品発売時期のピーク需要に対応できない
- 非効率なワークフロー:不規則な材料の流れが組立ラインの停止を引き起こす
- 安全性 懸念:持ち上げやカート押しの繰り返しによる軽傷が多い。
ヴィトランズ・ソリューション
Vitransは包括的な自動化ソリューションを設計し、実装しました:

.1-320x320.png)



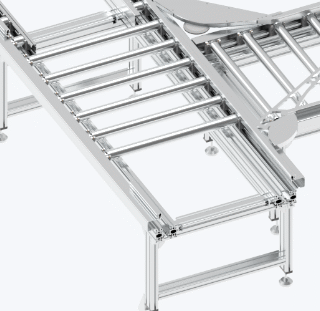
コンベアシステム設計
- ライン側コンベヤ 12の組立ステーションを連続フローで結ぶ
- 自動選別システム バーコードスキャナーで部品を正確にルーティング
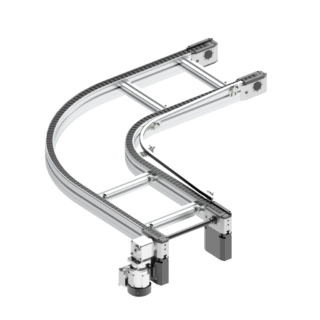
- フレキシブルなモジュール式レイアウト 異なる製品ライン用に素早く再構成できる
- 帯電防止ベルト 繊細な電子部品用に特別に設計
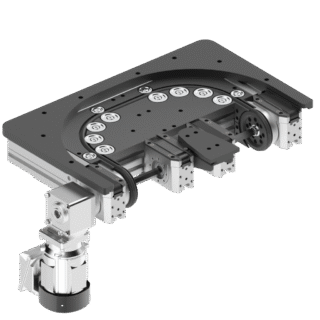
オートメーション機能
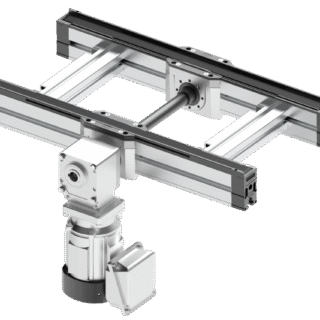
- 可変速度制御 生産タクトタイムを合わせる
- 自動蓄積 混雑する駅でのボトルネック防止
- 統合された安全センサー オペレータがアクセスする必要があるときにコンベアを停止する
- 品質検査ステーション 主要チェックポイントにカメラシステムを設置
チェンジ・マネジメント
- 段階的展開 生産中断の最小化
- 労働者再教育プログラム 輸送スタッフをより価値の高い役割に移行させる
- 継続的改善プロセス 最適化のためのオペレーターのフィードバック収集
実施スケジュール
| フェーズ | 期間 | 活動内容 |
|---|---|---|
| デザイン | 3週間 | ワークフローマッピング、システムシミュレーション、レイアウト最適化 |
| フェーズ1 | 3週間 | 1~6行目 コンベア展開 |
| フェーズ2のインストール | 3週間 | 7~12行目 コンベア展開 |
| コミッショニング | 2週間 | システムテスト、校正、安全認証 |
| 最適化 | 継続中 | パフォーマンス・チューニング、継続的改善 |
結果
オートメーション化によって、非常に優れた成果がもたらされた:
- 80%の省力化:輸送スタッフを20名から4名に削減(品質管理に配置転換)
- 90%による部品損傷の低減:欠陥率5%から0.5%へ
- 30%高生産 スループット:残業なしでピーク需要に対応
- 労働災害ゼロ:反復負荷事故がなくなった
- 18ヶ月 ROI:省力化と品質向上で投資回収
- 99.5%納期厳守:顧客満足度の向上
労働者への影響
“仕事を失うことを心配していましたが、ヴィトランズと経営陣が品質検査の再教育をしてくれました。肉体的な負担も少なく、実際に昇進もできました。”- 元運輸労働者、現在は品質検査官
要点
- 自動化は雇用の削減を意味しない-戦略的再教育がより良い役割を生み出す
- モジュラーシステム 完全なシャットダウンなしに段階的な導入を可能にする
- コンポーネント別設計 (静電気防止、穏やかな取り扱い)が製品の品質を守る
- オペレーターの関与 設計プロセスにおいて、実用的で使用可能なソリューションを確実にする
技術仕様
| パラメータ | 仕様 |
|---|---|
| コンベア全長 | 450メートル |
| ベルト幅 | 400mm、600mm、800mm(ステーションにより異なる) |
| スピードレンジ | 5~30m/分(調整可能) |
| 負荷容量 | 最大50 kg/m |
| 消費電力 | 合計15kWのシステム |
| 制御システム | HMIタッチスクリーンインターフェース付きPLC |
次のステップ
マテリアルハンドリングの自動化の準備はできましたか?Vitransでは、生産ラインの近代化をお考えの電子機器メーカー様向けに、無料コンサルティングとROI分析をご提供しています。.
